













 144 / 457
144 / 457

Механики XXI веку. №15 2016 г.
144
Методика экспериментальных исследований. Экспериментальные исследования проводились
на оборудовании фирмы Kjellberg Finsterwalde (Германии). Для проведения исследований был вы-
бран листовой прокат из конструкционной стали марки Ст3 (ГОСТ 14637-89). Толщины образцов и
соответствующие расходные элементы плазмотрона, представленные в таблице 1, были выбраны ис-
ходя из технологических возможностей рассматриваемой технологии раскроя.
Проведение исследований осуществлялось на режимах обработки, представленных в табли-
цах 2 и 3, в соответствии с рекомендациями производителя оборудования.
Анализ точности обработки проводился по отклонению от перпендикулярности обеих кромок
реза в соответствии с методикой ISO 9013:2002. Исследование для каждой толщины производились
не менее 5 раз.
Результаты и обсуждение. Раскрой материала по схеме HiFocus F осуществлялся при исполь-
зовании одного типа сопла S2114 (таблица 1) во всем исследуемом диапазоне разрезаемых толщин
листовых материалов (от 3 мм до 20 мм), а значит, применялось одно и тоже значение технологиче-
ского тока (130 А).
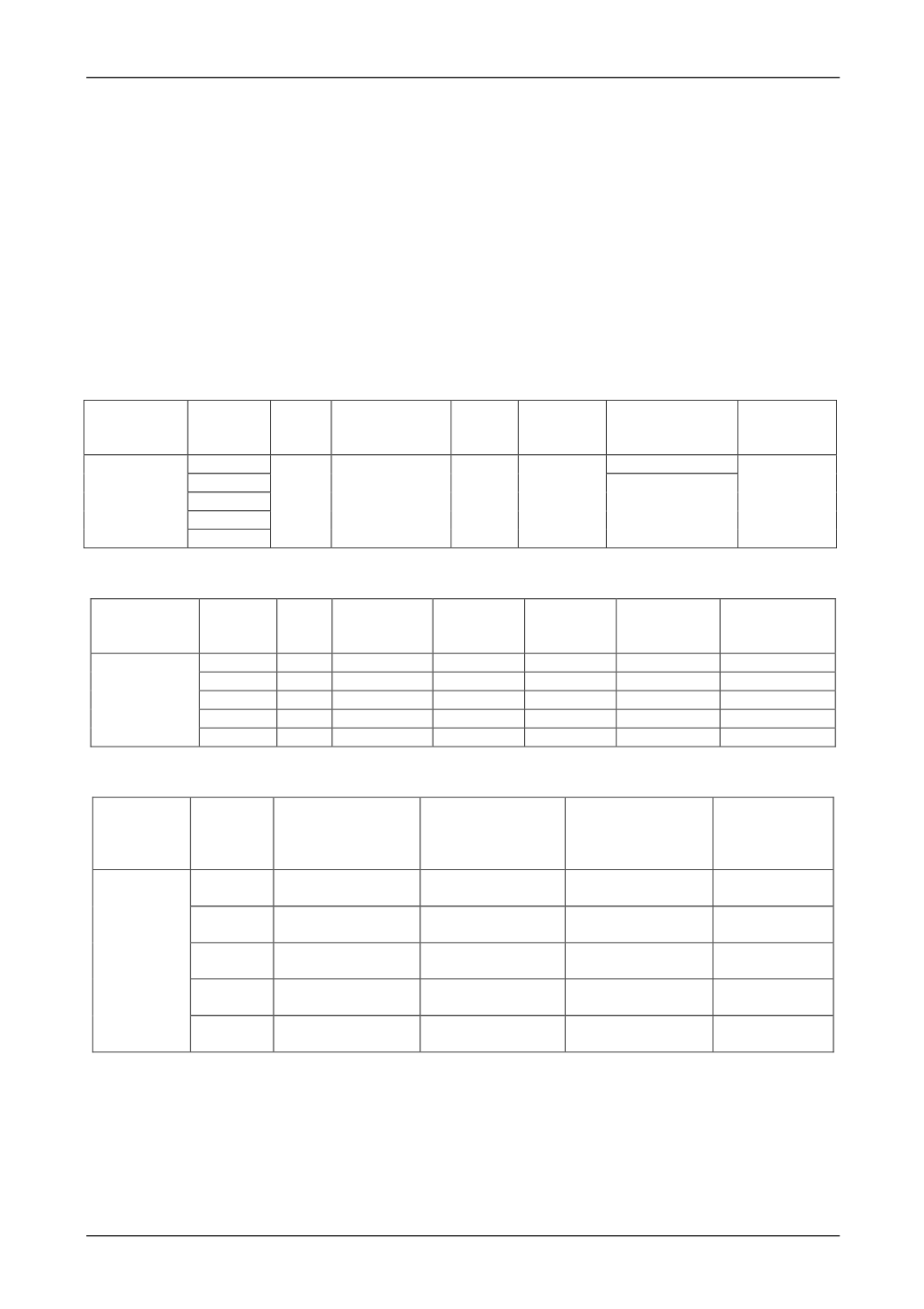
Таблица 1
Типоразмеры расходных элементов плазмотрона
Технология
резки
Толщина,
мм
Катод
Газификатор
Сопло
Колпачок
сопла
Колпачок
завихряющего
газа
Защитный
колпачок
3
Z4030
6
10
16
HiFocus F
20
S012
Z111
S2114
S3008
Z4140
Z501
Таблица 2
Режимные параметры раскроя
Технология
резки
Толщина,
мм
Ток, А
Скорость
резки, м/мин
Время про-
бивки, сек
Высота
пробивки,
мм
Высота реза,
мм
Напряжение, В
3
130
6
0,1
4
2
111
6
130
3,2
0,1
4
2,5
119
10
130
2,3
0,3
5
3
127
16
130
1,4
0,4
5
3
132
HiFocus F
20
130
0,9
0,6
6
4
138
Таблица 3
Виды и параметры режущего и завихряющего газов
Технология
резки
Толщина,
мм
Зажигающий газ -
воздух (давление/
расход)
Режущий газ – ки-
слород (давление/
расход)
Завихряющий газ 1
– кислород (давле-
ние/ расход
Завихряющий
газ 2 – азот
(давление/ рас-
ход)
3
6 бар/20 дел. шкалы 6 бар/60 дел. шкалы 6 бар/10 дел. шкалы
6 бар/70 дел.
шкалы
6
6 бар/40 дел. шкалы 6 бар/70 дел. шкалы 6 бар/10 дел. шкалы
6 бар/70 дел.
шкалы
10
6 бар/40 дел. шкалы 6 бар/70 дел. шкалы 6 бар/20 дел. шкалы
6 бар/75 дел.
шкалы
16
6 бар/40 дел. шкалы 6 бар/75 дел. шкалы 6 бар/20 дел. шкалы
6 бар/75 дел.
шкалы
HiFocus F
20
6 бар/40 дел. шкалы 6 бар/80 дел. шкалы 6 бар/20 дел. шкалы
6 бар/85 дел.
шкалы
Переход от малых толщин к большим сопровождался снижением скорости реза – от 6 м/мин
(для толщины 3 мм) до 0,8 м/мин (для толщины 20 мм) и увеличением расходов плазмообразующих и
завихряющих газов. Повышение расхода этих газов необходимо для обеспечения гарантированной
пробивки и разделения материала в целом. Так для толщины 3 мм суммарный расход плазмообра-
зующих газов соответствует 1200 Нл/ч, завихряющих 1600 Нл/ч, а для 20 мм плазмообразующих –
1600 Нл/ч и завихряющих - 2100 Нл/ч.
Результаты измерений в градусах представлены на рисунке 1.