















 53 / 146
53 / 146

Актуальные проблемы в машиностроении
. Том 4. № 4. 2017
Инновационные технологии
в машиностроении
____________________________________________________________________
53
Описание способа обработки
Инструмент при фрикционной прошивке выполнен в виде втулки и при его контакте с
поверхностью детали металл в зоне контакта нагревается до высоко пластифицированного
состояния и выдавливается в центральную полость инструмента.
После образования отверстия за счет обратного выдавливания поверхностный слой
образованного отверстия, нагретый за счет трения, удаляют резанием с помощью режущих
пластин, причем расстояние от зоны фрикционного нагрева до зоны резания выдерживают
таким образом, чтобы температура в этой зоне соответствовала оптимальной температуре
резания.
Предлагаемый способ обработки с использованием локального нагрева трением [13]
включает три фазы: 1) быстрый локальный нагрев трением зоны обработки; 2) прошивка
отверстия методом обратного выдавливания; 3) обработка резанием нагретого металла для
обеспечения требуемой точности и удаления металла зоны термического влияния.
Для реализации способа обработки с локальным фрикционным нагревом предложен
комбинированный инструмент
Известны комбинированные инструменты для обработки отверстий [16], содержащие
головную и хвостовую части, причем головная часть выполнена в виде сверла, а хвостовая ─
в виде зенкера и снабжена режущими пластинами. Недостатками известного инструмента
являются: низкая стойкость и производительность при обработке деталей из высокопрочных
сталей [17].
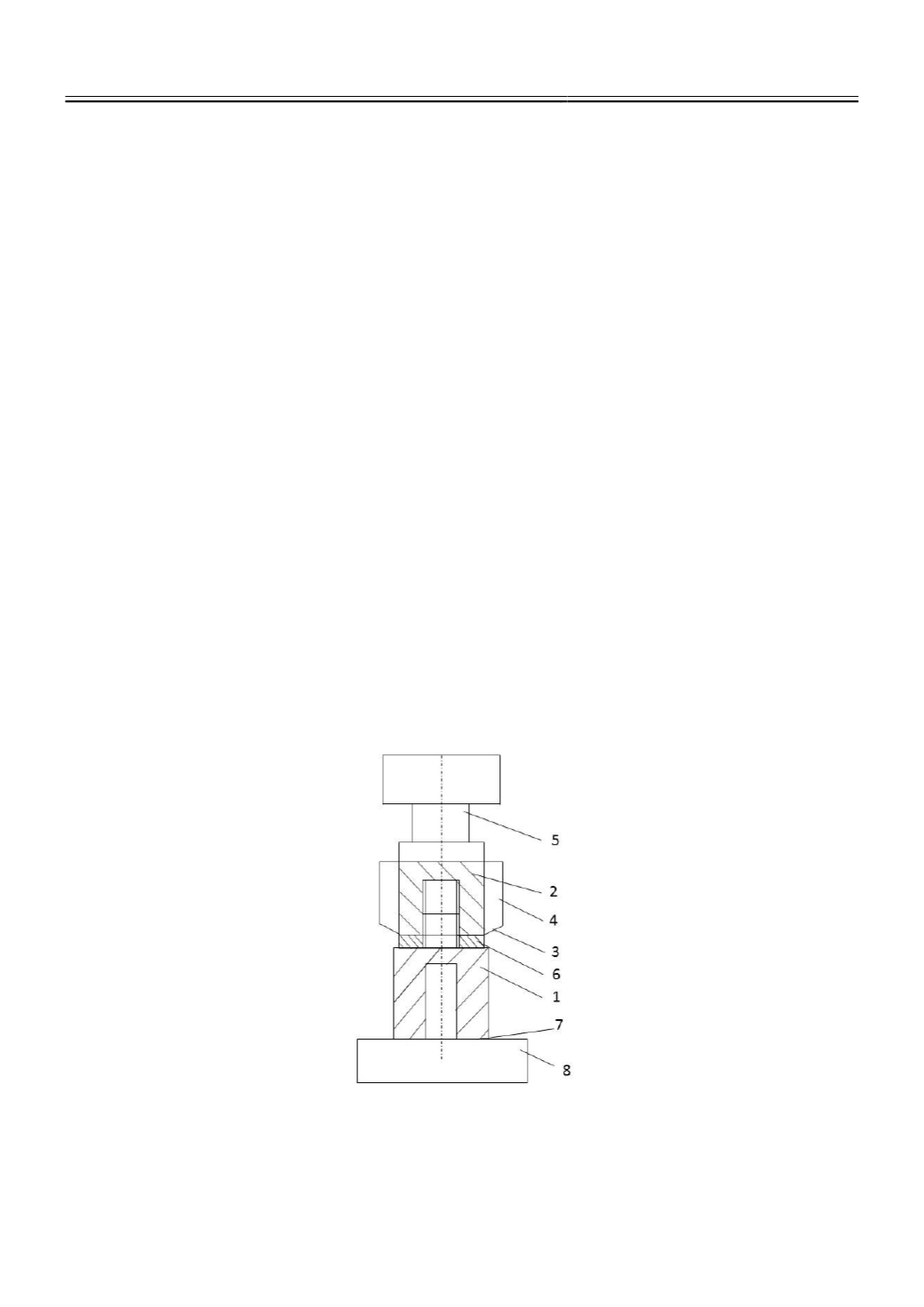
В отличие от известного инструмента головная часть 1 (рис. 1) комбинированного
инструмента для реализации способа обработки с локальным фрикционным нагревом
выполнена в виде втулки из термостойкого материала, а хвостовая – в виде зенкера 2,
режущие твердосплавные пластины которого выполнены из твердого сплава и содержат
входную фаску 3 и калибрующую часть 4. Хвостовик инструмента 5 крепится в шпинделе
станка. Расстояние между торцом втулки 1 и режущими пластинами может регулироваться с
помощью втулок 6.
Рис. 1.
Комбинированный инструмент для реализации способа обработки
Последовательность обработки заключается в следующем: втулка из термостойкого
материала, например, из твердого сплава или керамики (рис. 1) приводится во вращение с
достаточно большой угловой скоростью (максимальная линейная скорость должна быть не