















 28 / 146
28 / 146

Actual Problems in Machine Building. Vol. 4. N 4. 2017
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
28
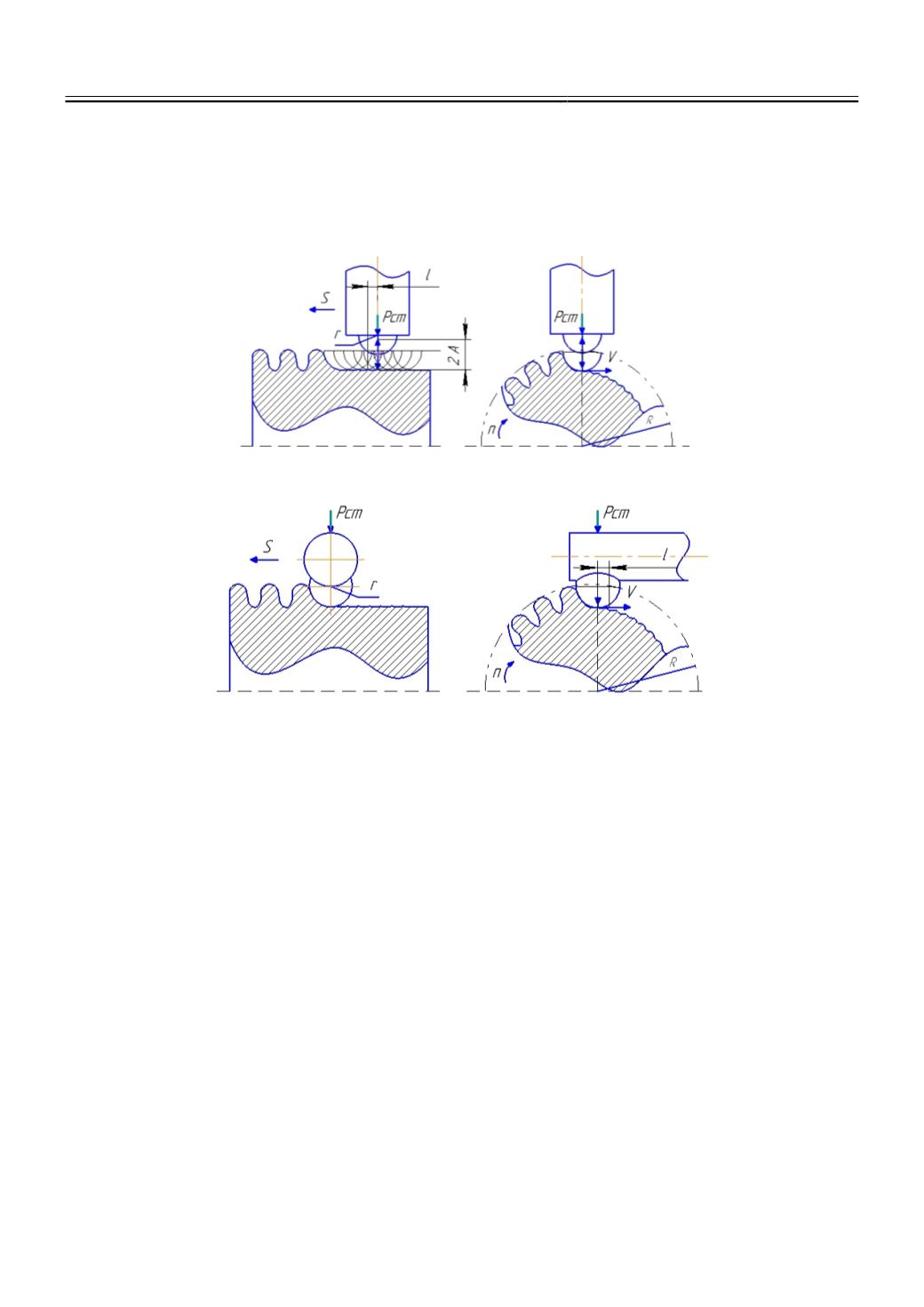
Наиболее широко применяемая технологическая схема УЗО с деформирующим элементом,
совершающим механические колебания ультразвуковой частоты, направленные по нормали
к обрабатываемой поверхности (рис. 1). Другой разновидностью технологической схемы
УЗО является схема представленная на рисунке 2, где колебания направлены по касательной
к поверхности.
Рис. 1.
Обработка по нормали
Рис. 2.
Обработка по касательной
На сегодняшний день самой распространенной схемой ультразвуковой обработки
является схема с направлением деформирующего элемента по нормали. Исследования
проводились на образцах из стали 45 с НB 170, диаметром 40 мм., изготовленных по
заводской технологии. Образцы окончательно шлифовались до R
a
0,7 мкм. Упрочнение
производилось на станке 16К20 с использованием генераторов УЗГ2-4 и УЗГ3-4 и
магнитострикционных преобразователей с частотой 18-44 кГц. В качестве индентора
использовались алмазные выглаживатели из синтетических алмазов типа АСПК c радиусом
4 мм. Режимы обработки варьировались: V = 12…196 м/мин, P
ст
= 20..100 Н, 2А = 12..40 мкм.
Шероховатость поверхности измерялась на профилографе-профилометре модели 252, а ее
морфология оптическим методом.
Результаты и обсуждения
Исследования обработки показали, что обработка образцов по нормальной схеме в
выбранном диапазоне параметров, с целью получения низкой, стабильной микрогеометрии
поверхности затруднительна, так как воздействие деформирующего элемента вызывает
интенсивную пластическую деформацию в поверхностном слое, приводящую к образованию
ярко выраженного рельефа. Фотографии поверхности после УЗО указаны на рисунке 4,
режимы обработки в таблице (f = 44 кГц, S = 0,084 мм/об, r = 4 мм, 2А ≈12 мкм).