















 129 / 146
129 / 146

Актуальные проблемы в машиностроении
. Том 4. № 4. 2017
Материаловедение
в машиностроении
____________________________________________________________________
129
Обеспечение эксплуатационной надежности указанных деталей связано с
обеспечением такого показателя как ударная вязкость. Показатель ударной вязкости
характеризует рост аустенитного зерна и склонность стали к трещинам и деформациям. При
этом за последние годы требование к ударной вязкости КСV
-60
изменялись от 1,67 до 2
кДж/м
2
[1]. Для эксплуатации деталей в условиях Севера показатель ударной вязкости
должен иметь многократный запас.
Значение показателя ударной вязкости определяется режимами операций термической
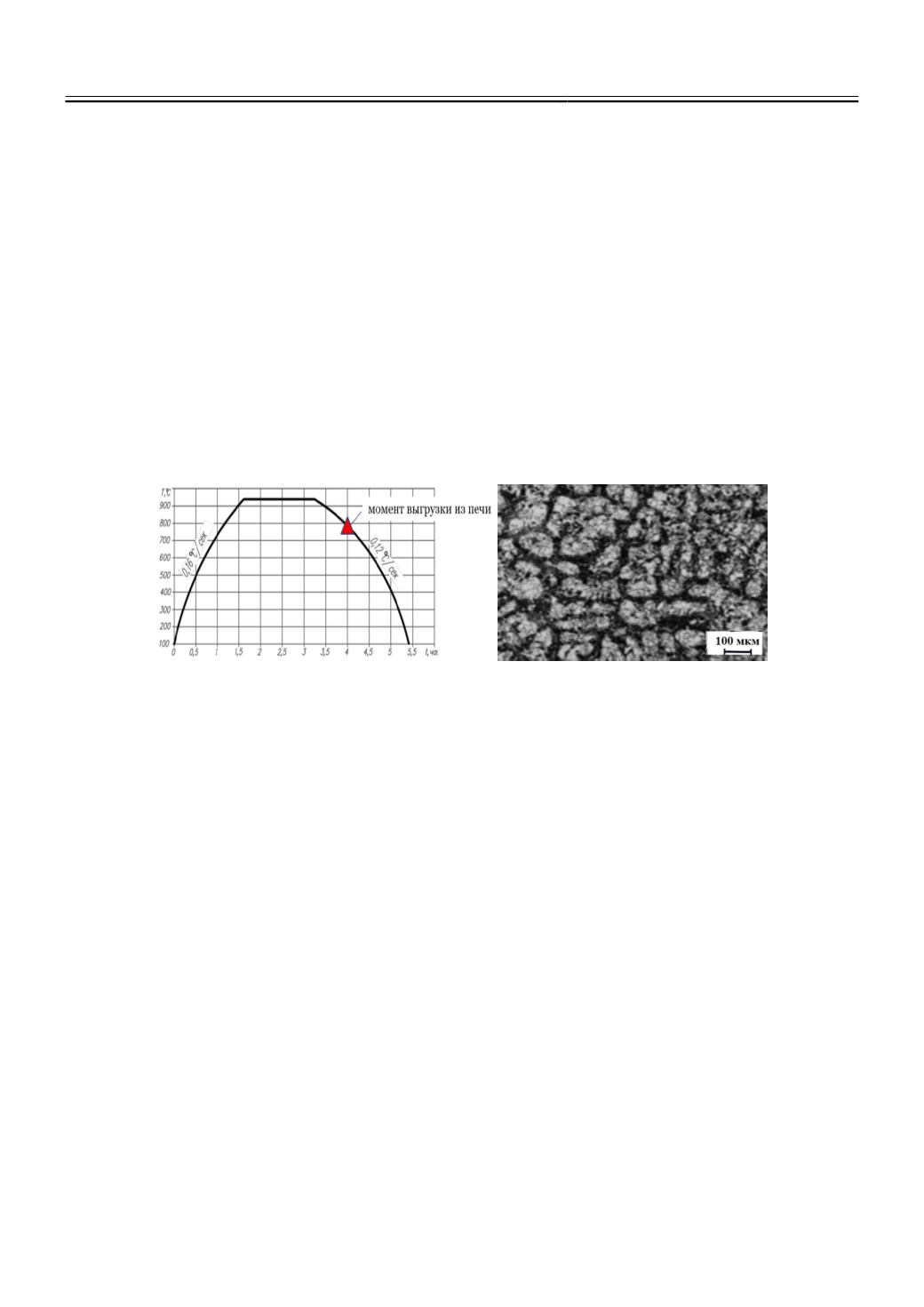
обработки, в частности нормализации. График изменения температуры в процессе
нормализации представлен на рисунке 1, а (традиционная технология для отливок рам и
балок). Недостатком существующей технологии является низкая скорость охлаждения на
воздухе. Это способствует формированию структуры с расположением перлита в виде сетки
(рисунке 1, б), что может приводить к снижению ударной вязкости до 1 кДж/м
2
. Из ранее
проведенных исследований известно, что наиболее благоприятной структурой для
обеспечения высокой ударной вязкости является бейнитная структура. Однако для
крупногабаритных деталей типа рам вопрос получения бейнитной структуры при
термообработке недостаточно изучен и требует дальнейших исследований.
а
б
Рис. 1.
Режим термообработки рам и балок (а) с полученной феррито-перлитной структурой
(б)
Для исследования процесса формирования бейнитной структуры с целью повышения
механических свойств разработана методика контролируемой термообработки с
использованием оригинальной камеры охлаждения потоком воздуха [2]. В качестве
экспериментальных образцов использованы стандартные заготовки для измерения ударной
вязкости в образце с сечением 10х10 мм. Изменение режимов (время выдержки, температура
нагрева, скорость охлаждения) в ходе исследования проводятся на основе матрицы
планирования эксперимента. Фиксация изменения температуры производится автоматически
с частотой 1Гц [6].
Результаты и обсуждение
Исследован температурный диапазон от 850 до 950
о
С с изменением времени
выдержки от 30 до 60 мин, последующее охлаждение проведено потоком воздуха от 2,5 до
8,5 м/с, что для исследуемых образцов соответствует скорости охлаждения 3,5÷7
о
С/сек.
Такие скорости охлаждения выбраны для формирования бейнитной структуры в
промежуточной области и обеспечение минимальных термических напряжений в сложной
разностенной конструкции крупногабаритной детали.
Установлено, что при охлаждении образцов на воздухе с температуры 940
о
С
критические точки соответствуют температурам Аr
3
=830
о
С, Аr
1
=740
о
С. Это соответствует
изотермической диаграмме распада переохлажденного аустенита А.А. Попова. Ускоренное
охлаждение обеспечивает измельчение феррито-перлитной структуры. По режиму с