















 41 / 126
41 / 126

Актуальные проблемы в машиностроении
. Том 4. № 3. 2017
Инновационные технологии
в машиностроении
____________________________________________________________________
41
Данный вид обработки можно осуществлять как на токарно-фрезерных
обрабатывающих центрах, так и на фрезерных станках с 4-й осью. Инструментом могут
служить торцевые, концевые и дисковые фрезы.
Точение фрезерованием обладает рядом преимуществ по сравнению с токарной
обработкой:
1. Вращающаяся фреза работает в условиях циклического контакта с обрабатываемой
заготовкой. Поэтому при обработке прерывистых поверхностей вращения (с пазами,
поперечными отверстиями и т.п.) фреза практически не подвержена воздействию
значительных ударных нагрузок, возникающих при токарной обработке, и приводящих к
увеличению шероховатости обработки и снижению стойкости инструмента.
2. В результате обработки образуется сегментная стружка удобная для складирования,
транспортировки и переработки, в отличие от сливной стружки характерной для токарной
обработки.
3. Не требуется высокая частота вращения заготовки, что позволяет избежать
вредного воздействия дисбаланса при обработке деталей с эксцентриковыми элементами и
поверхностей сложного профиля типа кулачков (распредвалы, коленвалы и т.д.).
4. Значительно повышается производительность обработки тяжелых заготовок, при
точении которых зачастую невозможно установить требуемую частоту вращения для
обеспечения заданной скорости резания. Согласно работе [12] производительность точения
фрезерованием может возрастать до 4,5 раз, а себестоимость снижаться до 3 раз по
сравнению с токарной обработкой.
Для получения желаемого результата при точении фрезерованием необходимо не
только обеспечить необходимые геометрические параметры фрезы, но и правильно
установить положение фрезы относительно заготовки. За счет этого обеспечивается
снижение погрешностей формы и получение заданной шероховатости поверхности.
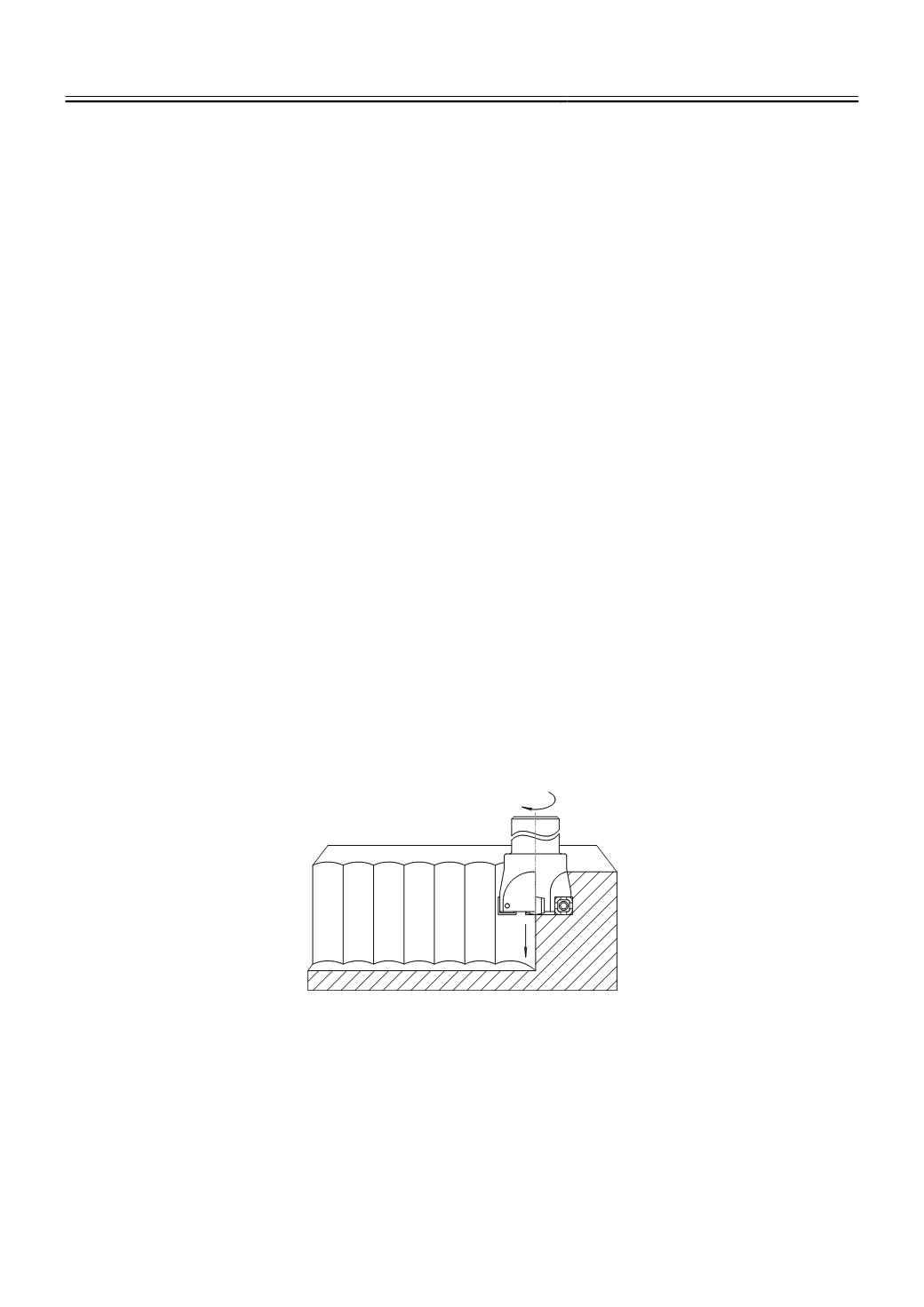
По данным работ [2, 10] эффективный съем большого объема материала при
фрезеровании можно достичь, используя плунжерные фрезы (рисунок 2). Они работают
путем последовательных погружений в обрабатываемый материал с осевой, а не радиальной
подачей. За счет этого плунжерные фрезы менее подвержены вибрациям и позволяют более
полно использовать все возможности станка, работая на больших подачах.
n
t
V
F
Рис. 2.
Погружное фрезерование плунжерной фрезой
С целью повышения производительности точения фрезерованием целесообразно
использовать плунжерную фрезу, установленную вертикально по касательной к
обрабатываемой поверхности, с расположением торцевой поверхности фрезы на уровне
центров токарного станка (рисунок 3). В этом случае обработка будет вестись путем
непрерывного погружения фрезы в слой снимаемого припуска при вращении заготовки и
перемещении вращающейся фрезы относительно заготовки также как и при точении.
Возможно также не вертикальное расположение плунжерной фрезы, но при условии
расположения оси центров в плоскости торцевой поверхности фрезы.