















 12 / 126
12 / 126

Actual Problems in Machine Building. Vol. 4. N 3. 2017
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
12
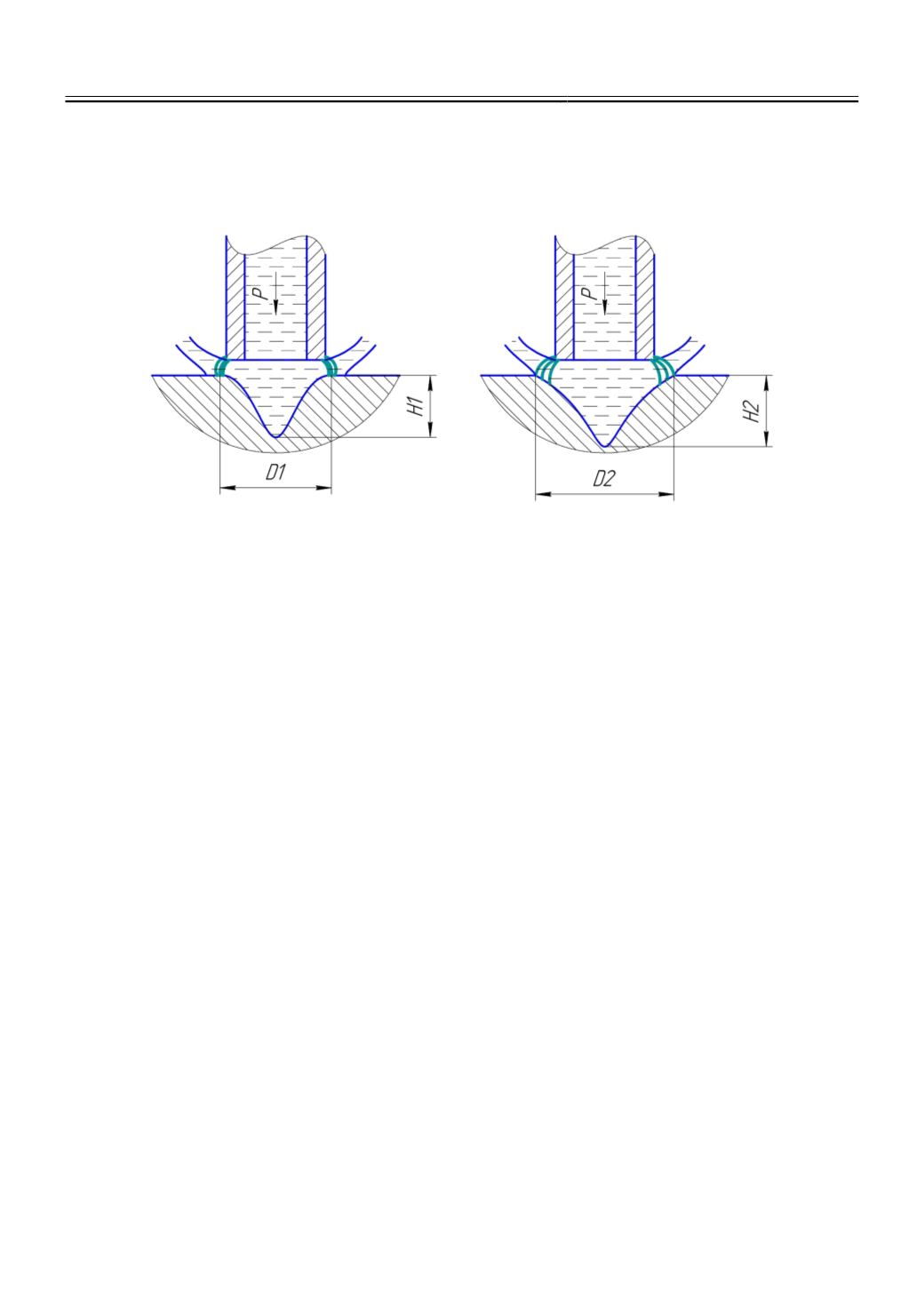
Увеличение диаметра является отрицательным фактором, так как границы отверстий
получаются не четкими, имеет место растравление по всему контуру обрабатываемой лунки.
Это может быть связанно с распределением силовых линий по поверхности обрабатываемого
материала [5] (рисунок 5).
Рис. 5.
Распределение силовых линий при струйной электрохимической обработке
Выводы
Установлено что при струйной электрохимической обработке стали 110Г13Л в
водном растворе нейтральной соли NaCl, с повышением напряжения увеличивается объем
растворенного материала. Объясняется тем, что с повышением напряжения увеличивается
плотность тока. Известно [3], что плотность тока является основной характеристикой
определяющей производительность процесса электрохимического растворения.
Список литературы
1. Марочник сталей и сплавов / сост.: Ю.Г. Драгунов и др. – 4-е изд., перераб. и доп. –
М.: Машиностроение, 2014. – 1216 с.
2.
Черняк С.С., Бройдо В.Л.
Повышение эксплуатационной стойкости конструкций и
деталей горных машин для работы в условиях Севера. – Иркутск: Изд-во Иркут. гос. ун-та,
2001. – 353 с.
3. Электрохимическое растворение стали 110Г13Л / Х.М. Рахимянов, Б.А.
Красильников, В.В. Янпольский, А.А. Марфелёв, А.Ю. Конев // Обработка металлов:
технология, оборудование, инструменты. – 2012. – № 3 (56). – С. 40–41.
4. Влияние гидродинамического режима на скорость анодного растворения меди в
пассивирующих электролитах / Х.М. Рахимянов, Б.А. Красильников, А.С. Захаров, С.И.
Василевская // Механики XXI веку. – 2015. – № 14. – С. 112–115.
5.
Рахимянов Х.М., Рахимянов К.Х., Гаар Н.П.
Активация анодного растворения
аморфных и нанокристаллических сплавов непрерывным обновлением поверхности //
Обработка металлов (технология, оборудование, инструменты). – 2010. – № 1. – С. 35–38.
+
+
-
-
4.5В
15В