















 10 / 126
10 / 126

Actual Problems in Machine Building. Vol. 4. N 3. 2017
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
10
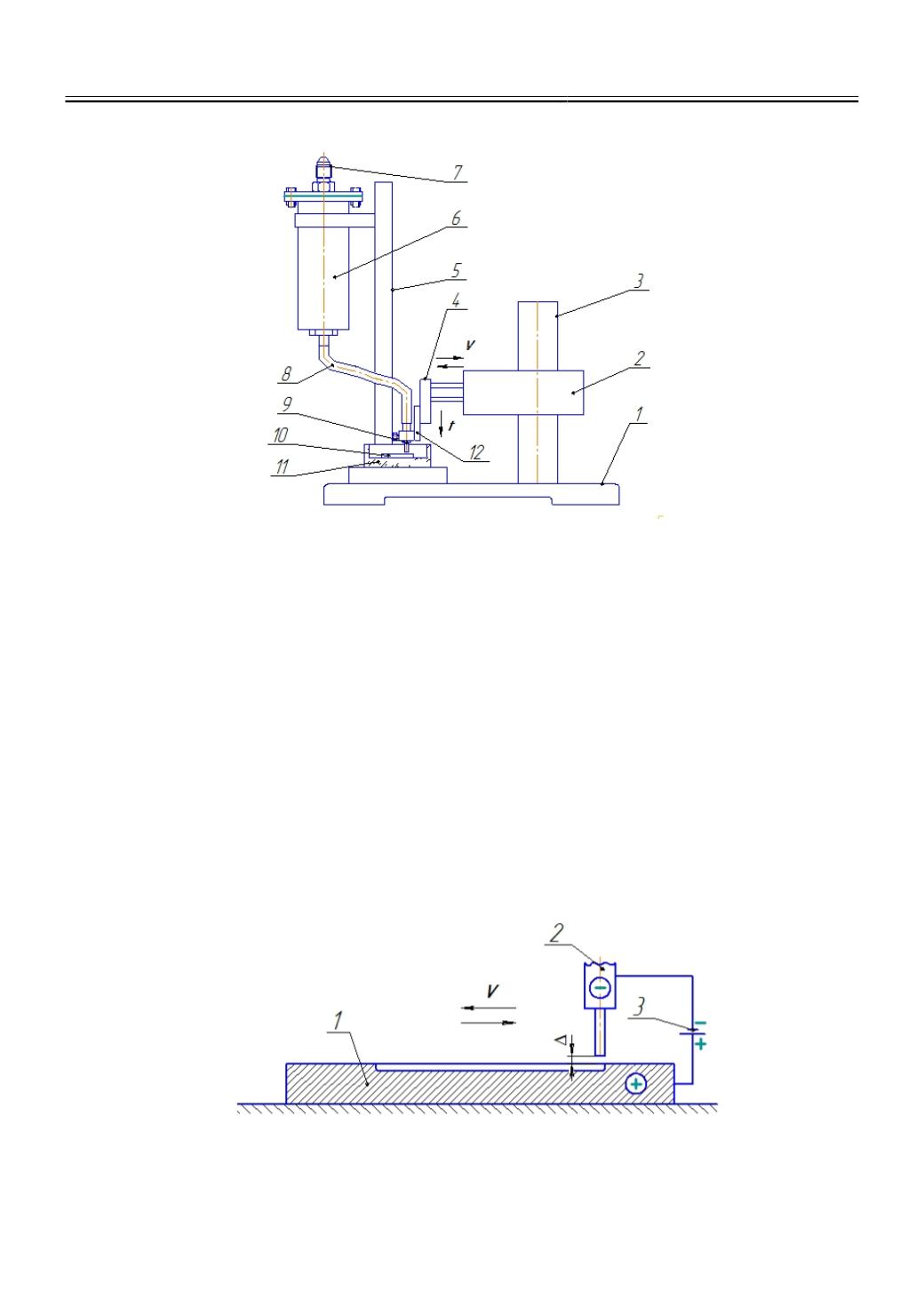
скоростью (V) до 150 мм/мин. Длина продольного перемещения катода-инструмента
относительно обрабатываемой поверхности ограничивается концевыми переключателями,
размещенными в приводном блоке (2). Однако в рамках, представленной работы
эксперименты с продольным перемещением катода-инструмента не проводились.
Вертикальное перемещение каретки (12) позволяло настраивать величину исходного
зазора (Δ) между катодом-инструментом и обрабатываемой поверхностью, который в ходе
проделанных опытов, составлял 0,1 мм (рисунок 2). Катод-инструмент и обрабатываемая
деталь подключаются к источнику напряжения (3). Величина напряжения при проведении
экспериментов варьировалась от 4,5 до 15В с шагом 3,5В. Повышение напряжения выше 15В
может привести к появлению эрозионных процессов, что снижает качество и точность
обработки. Время обработки одногоотверстия составляло – 120 с. В качестве электролита
применяли 10% водный раствор NaCl [4].
Рис. 1.
Схема экспериментальной установки для электрохимической струйной обработки:
1 – основание; 2 – приводной блок; 3 – стойка; 4 – каретка продолного хода; 5 – штатив;
6 – емкость для электролита; 7 – штуцер для подачи воздуха; 8 – шланг; 9 – катод-
инструмент; 10 – деталь; 11 – электрохимическя ячейка; 12 – каретка вертикального
перемещения
Рис. 2.
Схема электрохимической струйной обработки
1 – обрабатываемая деталь; 2 – катод-инструмент; 3 – источник напряжения