















 122 / 142
122 / 142

Actual Problems in Machine Building. Vol. 4. N 1. 2017
Materials Science
in Machine Building
____________________________________________________________________
122
составляет 10
11
см
-2
. Высокая плотность дислокаций, пластинчатая морфология структуры
прослоек указывают на мартенситный механизм формирования α-фазы с образованием
ультрамелкой мартенситной структуры.
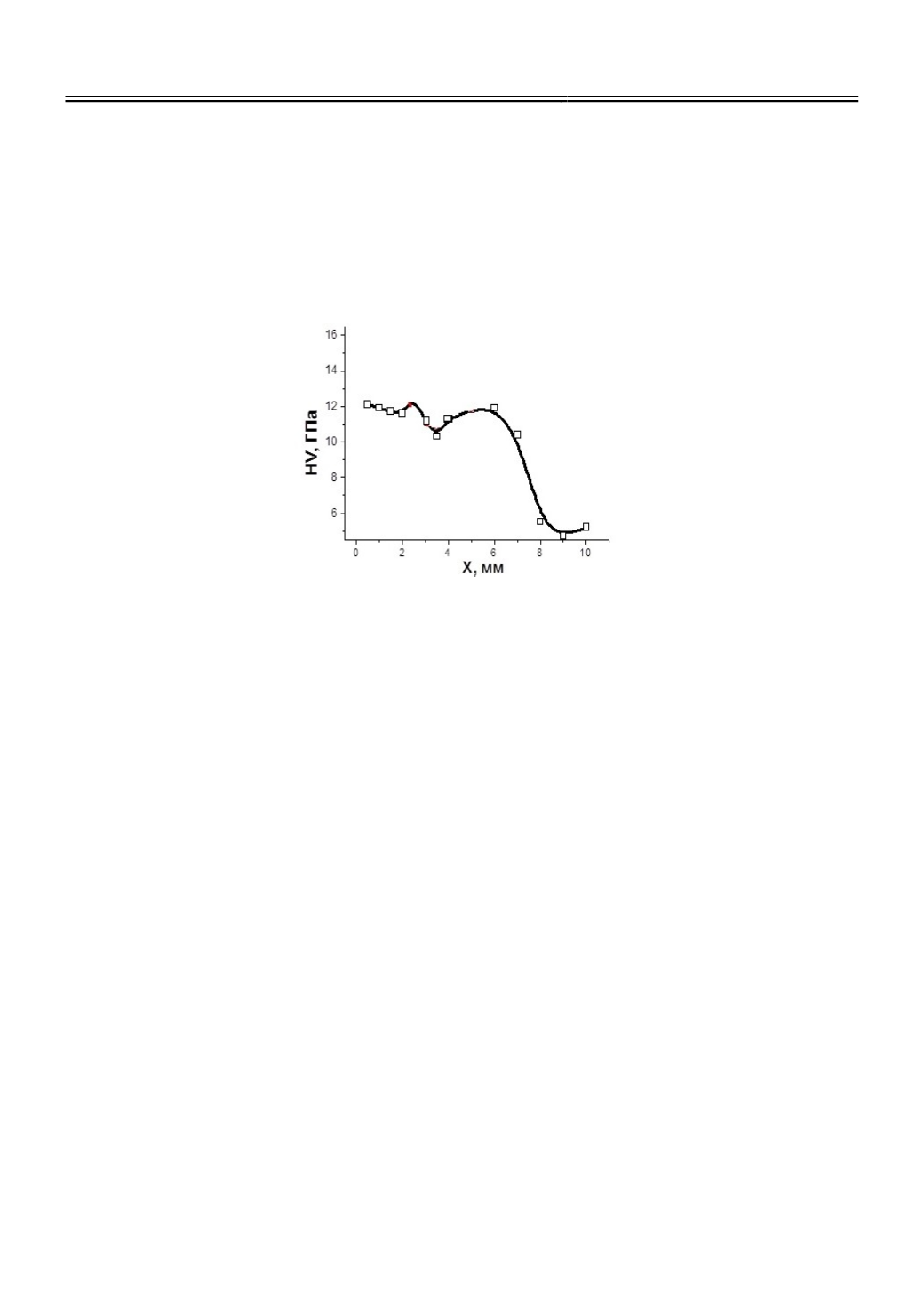
Анализируя результаты, изменения микротвердости по сечению поперечного шлифа
(рис. 1), можно отметить формирование высокопрочного поверхностного слоя,
микротвердость которого изменяется в пределах (10,5 – 12,5) Гпа, то есть более чем в 2 раза
превышает твердость металла основы (сталь Хардокс-450) при толщине наплавленного слоя
не менее 7 мм.
Рис. 1.
Профиль микротвердости системы «наплавленный слой / сталь»
Облучение наплавленного слоя высокоинтенсивным импульсным электронным
пучком приводит к формированию модифицированного поверхностного слоя толщиной до
50 мкм. Модифицированный слой, отличается от основного объема наплавленного
материала степенью дисперсности структуры, выявленной при ионном травлении
поперечного шлифа.
Облучение поверхности наплавленного слоя приводит к существенному изменению
фазового состава и дефектной субструктуры материала. Прежде всего, обращает на себя
внимание существенное уменьшение поперечных размеров кристаллов мартенсита. Если в
стали, закаленной с печного нагрева средние поперечные размеры кристаллов пакетного
мартенсита составляют (150-200) нм [14], то в модифицированном электронно-пучковой
обработкой слое наплавки поперечные размеры кристаллов пакетного мартенсита
изменяются в пределах (50-70) нм. Одной из причин такого изменения поперечных размеров
кристаллов мартенсита может быть сверх высокая (до 10
6
К/с) скорость охлаждения
поверхностного слоя наплавки, облученной интенсивным импульсным электронным
пучком. Другой возможной причиной являются малые объемы
-фазы, расположенные
между включениями второй фазы. Поверхностный слой наплавки, облученной интенсивным
импульсным электронным пучком, является многофазным материалом. Основными фазами
являются
α
-фаза, борид железа
FeB
и карбид бора
В
4
С
.
Формирование наплавленного слоя приводит к увеличению износостойкости стали.
На рис. 2 приведено изменение коэффициента трения при трибологических испытаниях
наплавленного слоя, модифицированного электронным пучком.
Обращает на себя внимание двухстадийный характер изменения коэффициента
трения. На первой стадии величина коэффициента трения составляет ≈0,07, на второй
стадии ≈0,11. Коэффициент трения стали без наплавки ≈0,31. Анализируя изменение
коэффициента трения при трибологических испытаниях (рис. 2), можно предположить, что
облучение наплавленного слоя интенсивным импульсным электронным пучком приводит к
существенному (в ≈3,5 раза) снижению коэффициента трения наплавленного слоя.