















 10 / 142
10 / 142

Actual Problems in Machine Building. Vol. 4. N 1. 2017
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
10
пробных партий деталей, что ведет к повышению затрат и увеличению времени выполнения
заказов [5]. В данной статье предлагается рассмотреть новый способ обеспечения качества
при разработке технологических процессов изготовления нежестких деталей.
Предлагаемый подход уделяет основное внимание назначению режимов обработки и
закрепления заготовки. Назначение рациональных (“мягких”) режимов резания позволяет
управлять технологической деформацией и ограничивать её в допустимых пределах [6]. Как
продемонстрировано в [7], широкие возможности современных систем инженерного анализа
(CAE - Computer-aided engineering) позволяют определить величину отклонения профиля
заготовки от номинального без необходимости проведения экспериментов. Функционал
инженерных программных комплексов с открытым интерфейсом взаимодействия может
быть использован в системе поддержки принятия решения. Такая система с дружелюбным
пользовательским интерфейсом позволит сократить трудоемкость применения метода
“мягких” режимов резания. В статье рассмотрены основные вопросы разработки системы.
Методика исследования
На практике перед технологами возникают задачи изготовления деталей различной
конфигурации. Часто каждая технологическая задача обладает определенной спецификой,
которую невозможно учесть заранее при разработке программного продукта. В связи с этим
изначально структура программы была спланирована таким образом, чтобы позволить её
расширение подключаемыми модулями.
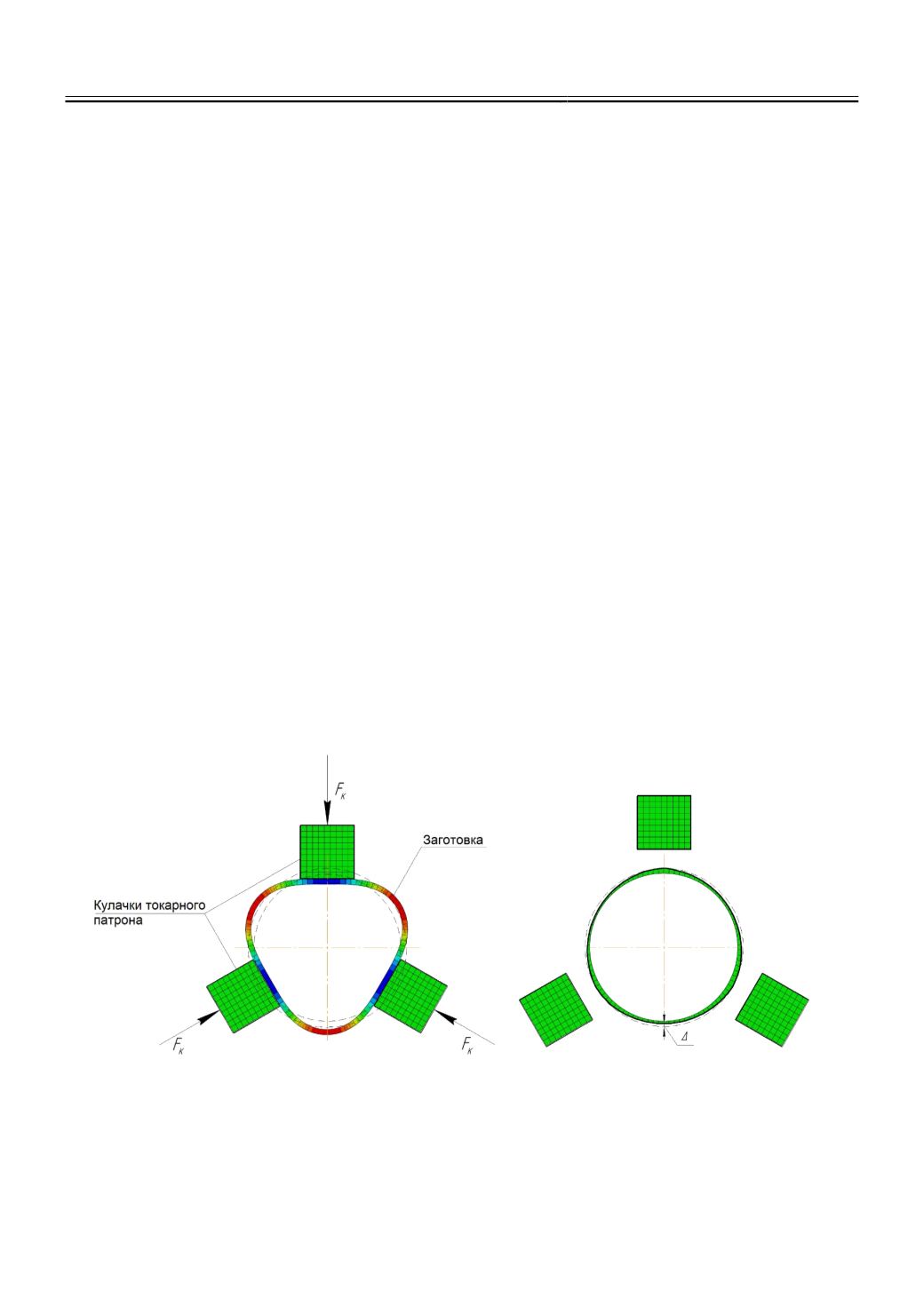
На рисунке 1 показан эскиз обработки тонкостенной заготовки. В процессе точения
заготовка деформируется под действием сил закрепления F
к
и сил резания (рисунок 1а).
Также в деформацию детали вносят вклад тепловые процессы, которые в статье не
рассматриваются. Обработка деформированной детали приводит к значительному
отклонению от заданных размеров Δ, вызванному неравномерным снятием припуска
(рисунок 1б).
а)
б)
Рис. 1.
Эскиз точения тонкостенной детали
Разработанная система позволяет произвести моделирование процесса резания и определить
возникающие отклонения, благодаря чему технолог получает информацию о допустимости