













 74 / 530
74 / 530

Actual Problems in Machine Building. 2016. N 3
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
74
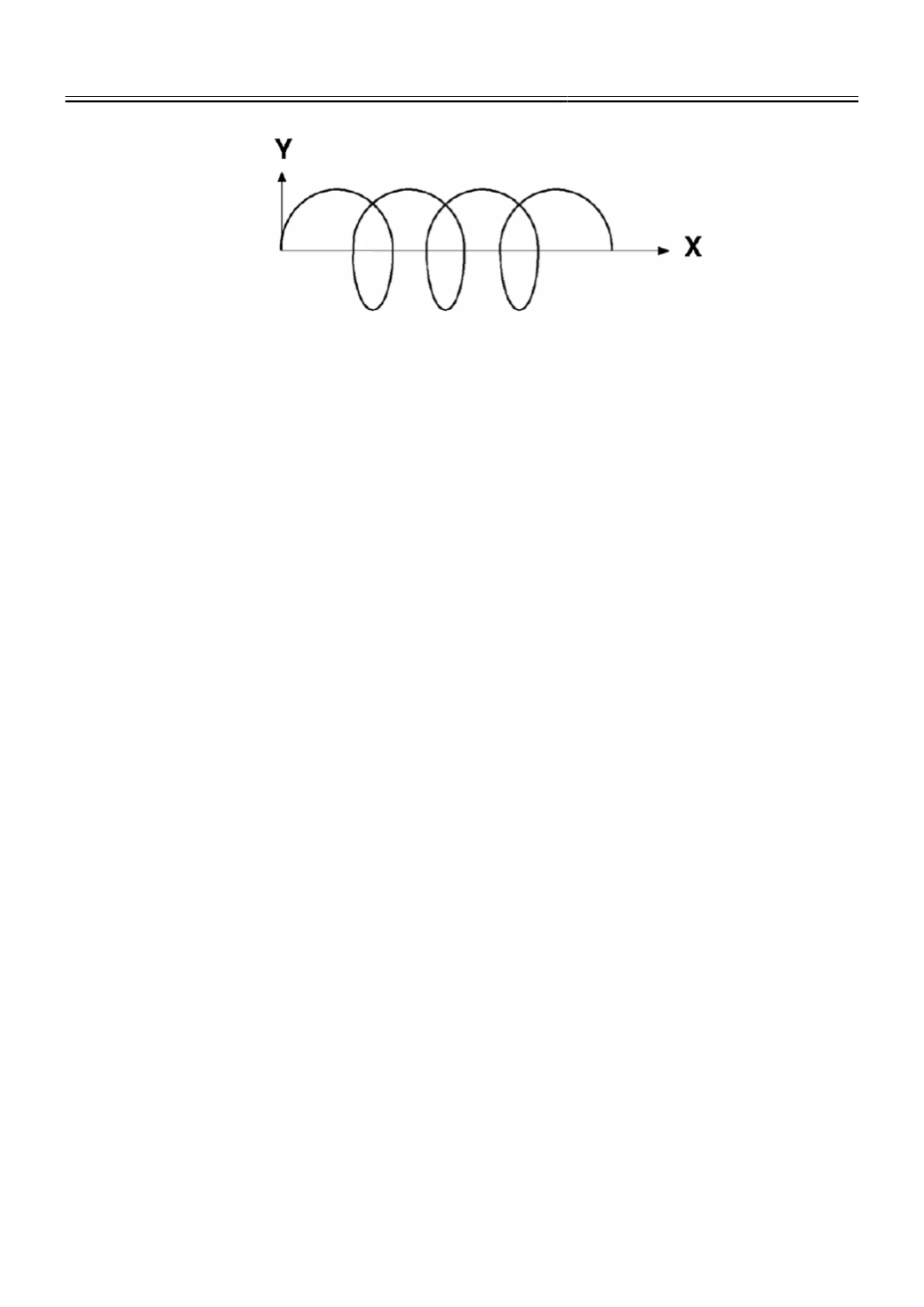
Рис. 6.
Траектория радиусного поперечного колебания
От траектории зависит и скорость перемещения сопла:
для линейного она составляет 9-10 мм/сек;
для линейно-колебательного и циркуля 5-7,5 мм/сек.
Расход смеси защитных газов зависит от скорости сварки и варьировался от 10 до 15
л/мин. Для поддержания постоянного сопротивления дуги напряжение и сила тока
изменялись в диапазоне U
[18 В; 25 В] и I
[80 А; 200 А] соответственно.
В процессе сварки в обязательном порядке использовалась система отслеживания шва
по дуге (TAST), которая осуществляла управление роботом для поддержания тока
постоянной величины между сварочной проволокой и деталью. В данных условиях, если
деталь располагается от проволоки на расстоянии, отличающемся от указанного значения в
управляющей программе, система ЧПУ вводит коррекцию и робот автоматически
исправляет собственную траекторию, и обеспечиваются оптимальные режимы обработки.
Необходимо также отметить, что TAST позволяет роботу отслеживать сварной шов как в
вертикальной плоскости (между горелкой и деталью), так и в горизонтальной - поперёк шва,
посредством контроля изменения сварочного тока [15].
Для снижения штучного времени изготовления, был приобретён и внедрен в
технологический процесс второй двухосевой позиционер. Благодаря этому появилась
возможность производить установку следующего изделия одновременно со сваркой.
Поскольку к сварным швам предъявляются достаточно жесткие требования по
герметичности (ГОСТ 3242-79), контроль осуществляли методами капиллярной
дефектоскопии.
Вывод
Таким образом, внедрение в технологический процесс автоматизированного
сварочного комплекса позволило увеличить производительность процесса сварки (один
сварщик за 8-ми часовую смену изготавливает 6 внутренних корпусов котла, робот за такой
же период времени – 12 шт.). Экспериментально установлено, что использование данной
автоматизированной системы способствует улучшению качества сварных швов, что, в свою
очередь, также сказывается на экономии времени, поскольку не требуется дополнительная
доработка изделия после дефектоскопии.