













 453 / 530
453 / 530

Актуальные проблемы в машиностроении. 2016. №3
Материаловедение
в машиностроении
____________________________________________________________________
453
других конструктивных элементов [12]. В связи с этим была определена величина
коэрцитивной силы для горячекатаной стали 10, изготовленной по промышленному режиму
прокатки и с использованием предварительной ДТЦО. В первом случае она составила 214
А/м, а в случае использования термоциклической ковки – 232 А/м. Такое повышение
коэрцитивной силы за счет использования режимов предварительной термоциклической
ковки при изготовлении листовой горячекатаной стали 10 можно объяснить изменениями,
происходящими в ее микроструктуре. Это, прежде всего, измельчение зерен феррита и
перлитных колоний, ориентированных вдоль направления прокатки, что согласуется с
результатами металлографических исследований, проведенных в работе [2]. Такое
измельчение структурных составляющих и, следовательно, увеличение протяженности
границ зерен, являющихся местами скопления дефектов кристаллического строения
(дислокаций, вакансий и др.), в структуре листовой стали 10, изготовленной с
использованием ДТЦО, является причиной повышения величины ее коэрцитивной силы.
Зачастую в промышленности магнитные элементы работают при повышенных и
пониженных температурах, в том числе широко распространенные пластинчатые наборные
сердечники с электроизоляционным покрытием, герметизированные магнитные контакты
(герконы) и другие подобного рода изделия. Поэтому для магнитномягких материалов, из
которых изготавливают такие изделия, одной из важных характеристик является
характеристика теплового расширения – температурный коэффициент линейного
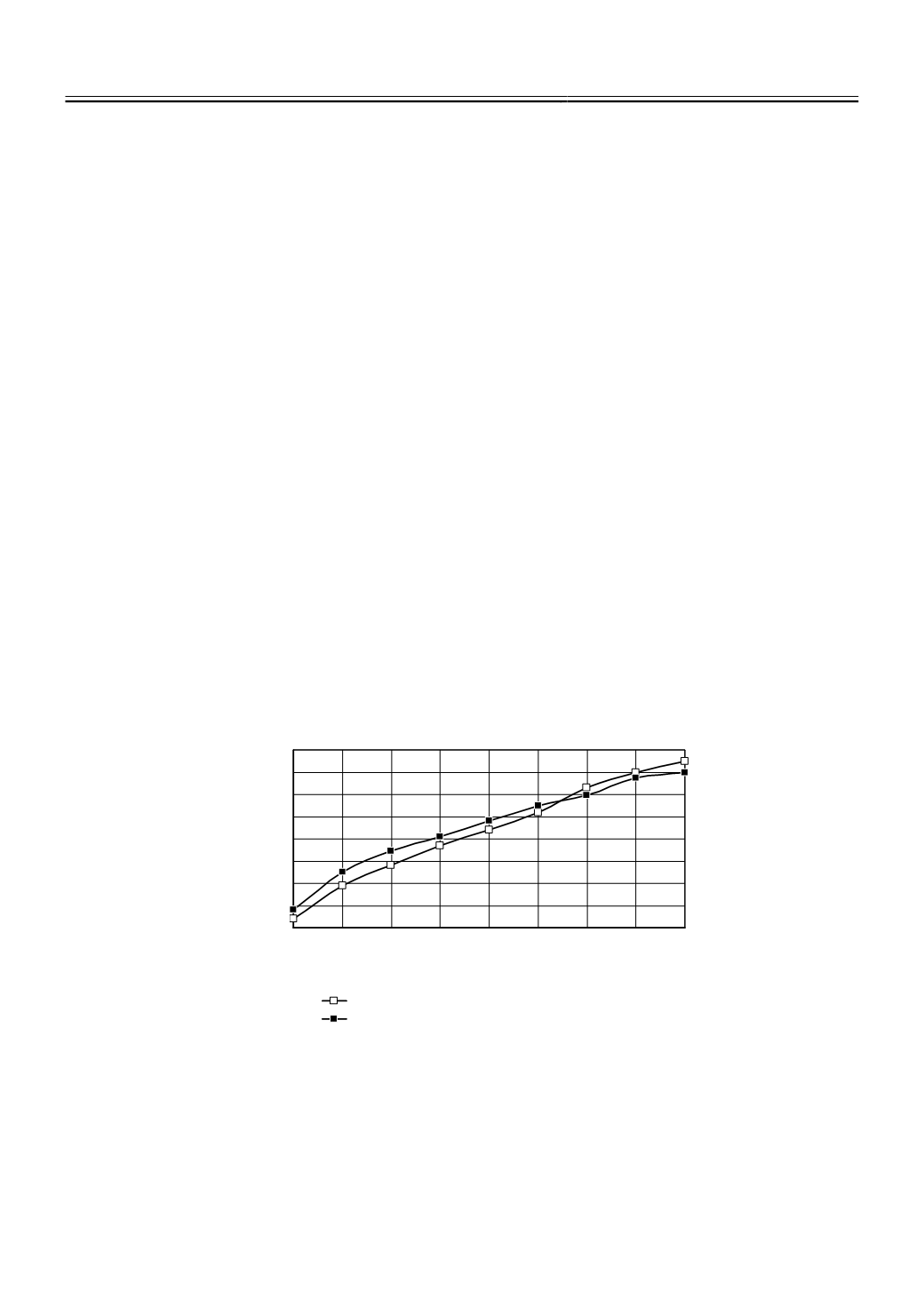
расширения (ТКЛР). Проведенные исследования по воздействию режима термоциклической
ковки на линейное расширение стали 10 показали, что использование ДТЦО практически не
оказывает влияния на истинный температурный коэффициент линейного расширения.
Величина его изменения после циклической ковки и прокатки на лист не превышает 5 %
(рис. 1). Однако можно отметить тенденцию превышения коэффициента в области низких
температур испытания (до 300°С) на 5 % по сравнению с коэффициентом горячекатаной
стали промышленного изготовления и противоположное изменение значений ТКЛР для
более высоких температур испытаний (300-450°С).
9
10
11
12
13
14
15
16
17
50 100 150 200 250 300 350 400 450
Температура испытания, ° C
α · 10
6
, К
–1
по промышленной технологии
с ипользованием ДТЦО
Рис. 1.
Влияние термоциклической ковки на линейное расширение листовой горячекатаной
стали 10 (толщина листа 3 мм)
В дальнейшем исследовали влияние последующего отжига в течение 10 ч на
физические свойства листовой стали 10 (толщина 3 мм), подвергнутой ДТЦО. Установлено,
что увеличение температуры отжига от 100 до 900°С с шагом 100°С приводит к
последовательному снижению величины коэрцитивной силы стали (рис. 2). Ее интенсивное