













 189 / 530
189 / 530

Актуальные проблемы в машиностроении. 2016. №3
Инновационные технологии
в машиностроении
____________________________________________________________________
189
На следующем этапе проводился подбор состава абразивно-притирочных паст с
контролируемой формой зерен, а также оценивалась работоспособность при вибрационной
схеме обработки (см. рис. 4).
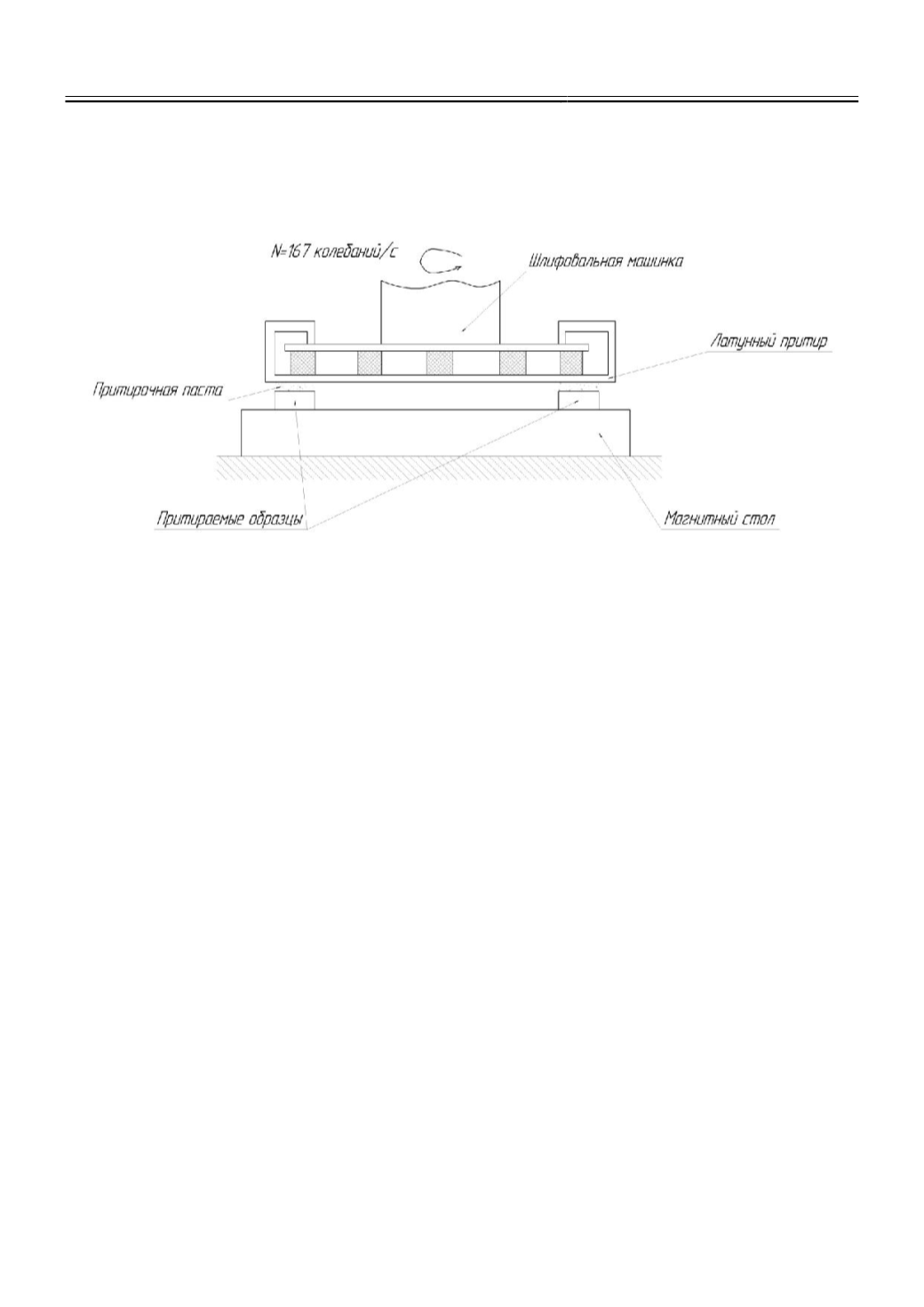
Рис. 4.
Вибрационная схема притирки
В качестве притира использовался лист из латуни (Л90), закрепленный на
подошве виброшлифовальной машинки. Обрабатываемые детали изготавливалась из
двух материалов – стали 45 после улучшения (304 НВ) и стали ШХ4 после
упрочнения (HRC 60). Притиру сообщалось круговое колебательное движение с
частотой 167 колебаний в секунду. Детали находились в статичном положении, а их
закрепление осуществлялось с помощью магнитного стола плоско-шлифовального
станка.
В качестве абразивных зерен использовались шлифовальные зерна двух
разных зернистостей: 24А10 и 24А16, предварительно классифицированных по
форме.
Между обрабатываемыми образцами и притиром помещалась притирочная
паста, содержащая классифицированные по форме шлифовальные зерна. Усилие
прижатия притира к детали было постоянным и составляло 12,6 Н, время абразивной
обработки каждого образца составляло по 40 минут, при этом через каждые 5 минут
производилось обновление притирочной пасты, поскольку она прекращала
осуществлять процесс обработки из-за наличия образующейся стружки.
В ходе испытаний оценивалась режущая способность абразива и
шероховатость обрабатываемой поверхности. Результаты испытаний при реализации
вибрационной схемы обработки деталей представлены на рис. 5 – рис. 8.