













 163 / 530
163 / 530

Актуальные проблемы в машиностроении. 2016. №3
Инновационные технологии
в машиностроении
____________________________________________________________________
163
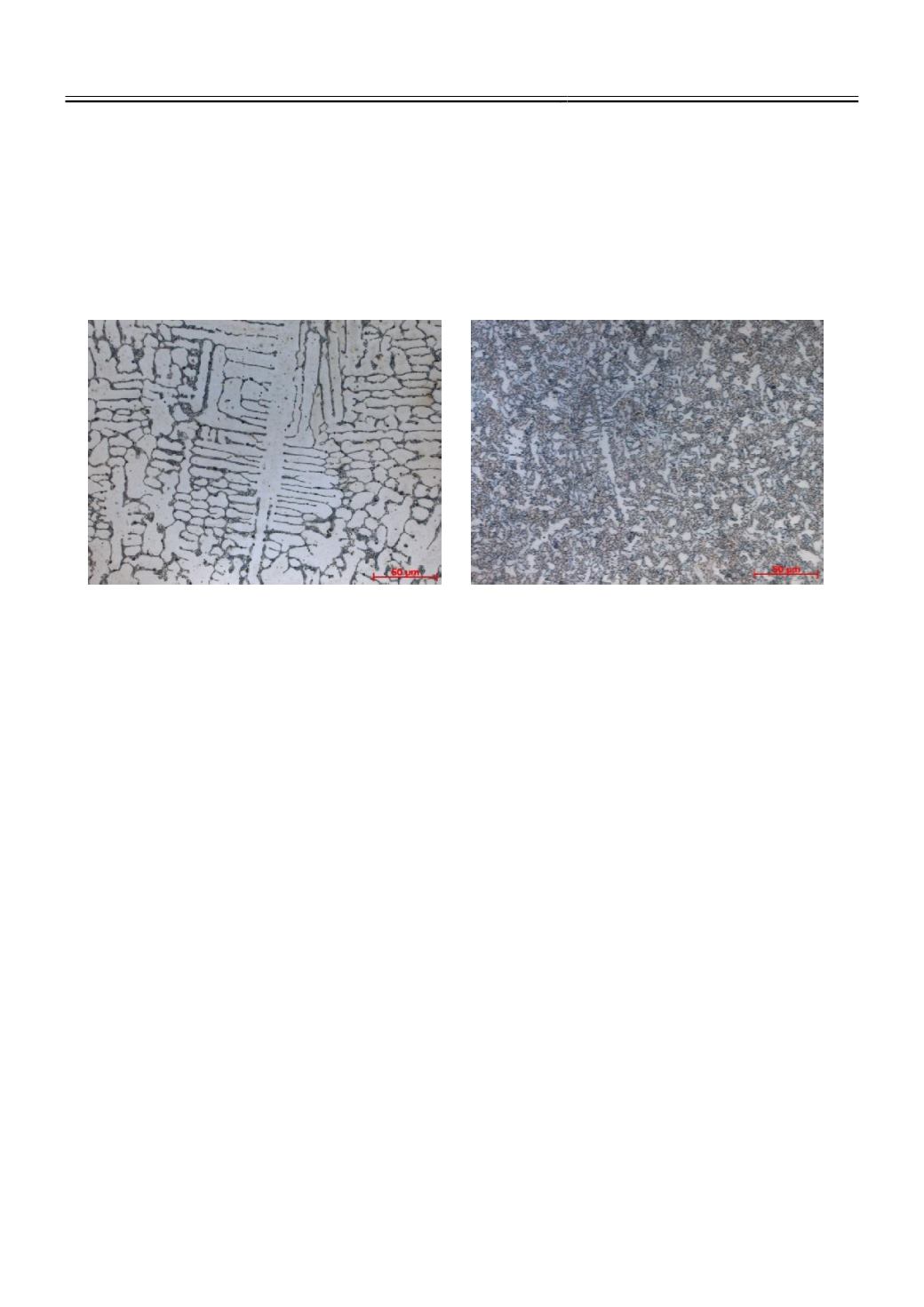
Формирование покрытий сопровождается протеканием процессов кристаллизации с
образованием дендритной структуры, состоящей из зерен твердого раствора и эвтектики,
располагающейся по его границам (рис. 1). Методом рентгеновской дифрактометрии
установлено, что зёрна дендритов представляют собой γ-твердый раствор на основе Ni, Fe.
Анализ микрофотографий свидетельствует о зависимости объемной доли эвтектической
составляющей от концентрации легирующих элементов входящих в состав покрытия. С
увеличением скорости наплавки в структуре наблюдается уменьшение количества ячеек
дендритов, которые обладают низким уровнем твердости и прочности.
а
б
Рис. 1.
Микроструктура покрытий, полученных методом вневакуумной электронно-лучевой
наплавки самофлюсующегося порошка ПН77Х15С3Р2 на заготовки из низкоуглеродистой
стали: а – V = 10 мм/с, б– V = 20 мм/с
Структурные изменения, происходящие в покрытии при увеличении скорости
электронно-лучевой наплавки, положительно сказываются на уровне микротвердости
материала.
Влияние скорости вневакуумной электронно-лучевой обработки на
микротвердость упрочненного слоя представлено на рисунке 2. Анализ экспериментальных
данных показал, что минимальным уровнем микротвердости обладают покрытия,
полученные в процессе обработки со скоростью 10 мм/с. Твердость достигает 300 HV, что не
значительно превышает показатели микротвердости материала основы (
200 HV). Такое
поведение связано с интенсивным оплавлением поверхностных слоев основного металла и
перераспределением легирующих элементов в ванне расплава.
Повышение скорости обработки в 1,5 раза сопровождается увеличением уровня
микротвердости до 400 HV. Наибольший уровень твердости (
650 HV) был, достигнут в
поверхностном слое, полученном в процессе наплавки смеси самофлюсующегося порошка
при скорости перемещения материала относительно электронного пучка 20 мм/с. При
реализации данного режима обработки время пребывания материала покрытия в жидком
состоянии было недостаточным для завершения процессов диффузионного
перераспределения железа.