













 124 / 530
124 / 530

Actual Problems in Machine Building. 2016. N 3
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
124
учитывать при выборе конструкторско-геометрических параметров инструмента и материала
режущей части.
Кроме того, при температурах выше 300 – 350 ºС начинаются интенсивная
термодеструкция и разложение полимерного связующего, что приводит к его налипанию на
режущие кромки инструмента. Наличие разогретого связующего в зоне резания также
губительно сказываются на стойкости инструмента, являясь причиной его адсорбционно-
усталостного износа.
Увеличение температур в зоне резания также приводит к резкому ухудшению свойств
материала, появлению прижогов и увеличению дефектного слоя [2]. Поэтому обработку
стеклопластиков рекомендуется вести при таких режимах резания, чтобы температура в зоне
резания не превышала 300ºС.
Таким образом, при выборе режимов резания как по критерию производительности,
так и по критерию стойкости инструмента, температура в зоне резания является одним из
ключевых ограничивающих факторов.
Методика экспериментальных исследований
Основными задачами экспериментальных исследований являются:
- изучение влияния режимных характеристик процесса фрезерования на величину
температуры в зоне резания;
-получение эмпирических зависимостей температуры от режимных характеристик
процесса фрезерования.
В качестве исследуемого режущего инструмента были взяты концевые фрезы
диаметром 10 мм, предназначенные для обработки уступов, плоскостей, пазов и закрытых
контуров.
Технические требования к
фрезам определяются согласно ГОСТ
18372-73. Твердость рабочей части в
пределах 88-91 HRA, хвостовиков 37-
53 HRC. Параметры шероховатости
поверхностей фрез: передней и задней
поверхности главных режущих
кромок не более Ra = 0,32 мкм,
цилиндрической части хвостовика,
поверхности
вспомогательных
режущих кромок и поверхности
фасок 0,63 мкм, прочих поверхностей
– Rz = 20 мкм.
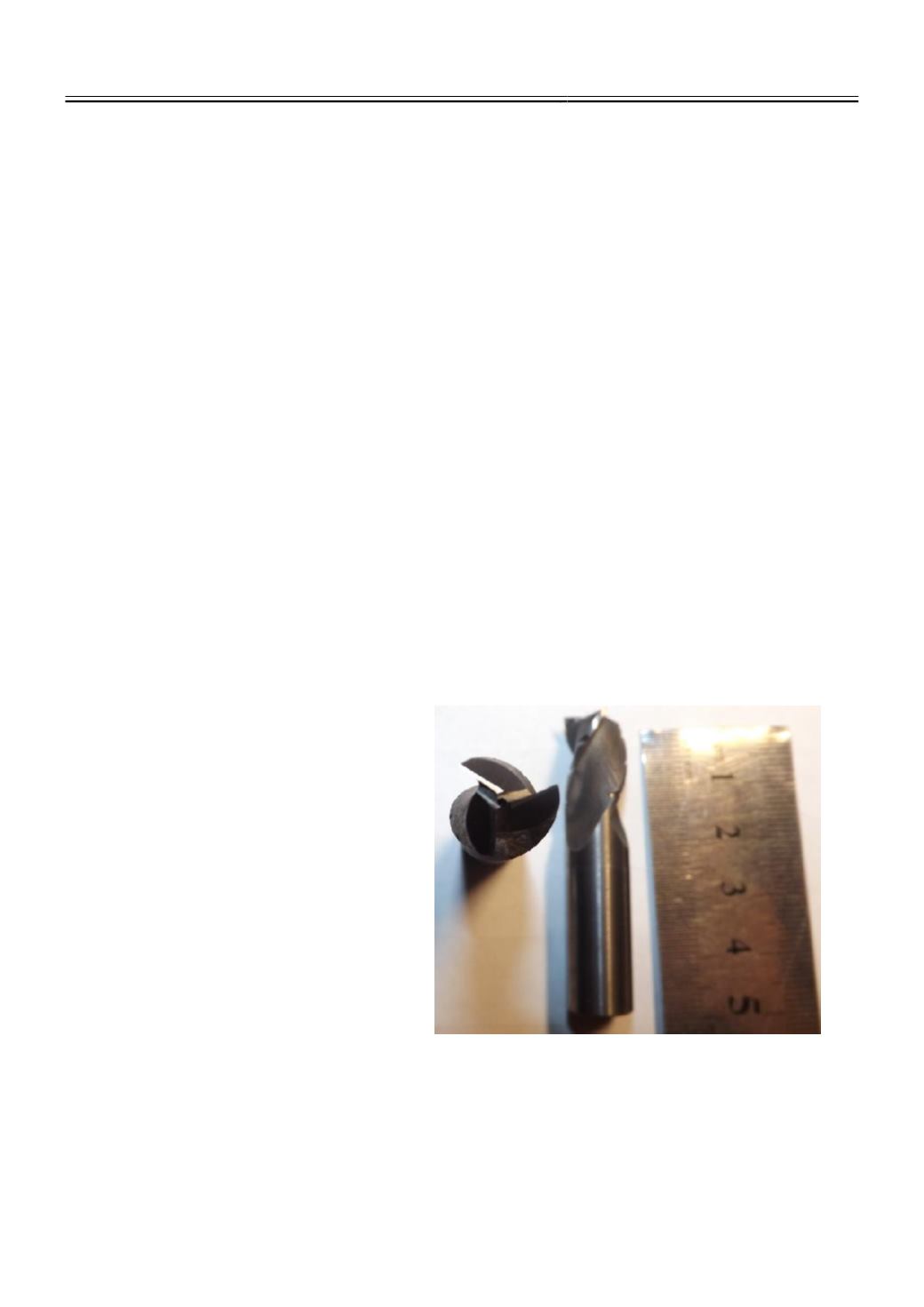
Все фрезы (рис.
1.)
изготовлены из твердосплавного
материала марки ВК8, выполнены в
трехзубом исполнении со следующей
геометрией: передний угол γ=15
0
;
задний угол α=20
0
; угол подъема винтовой канавки ω=30
0
.
В качестве экспериментальных образцов для проведения исследований были выбраны
трубы, изготовленные из композиционного материалас косой продольно-поперечной
намотки волокон КППН, что обеспечивает физико-механические свойства указанные в
таблице 1.
Рис.1.
Режущий инструмент