
















 41 / 460
41 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
41
материалов, назначении необходимых режимов резания, для получения заданных
показателей качества.
Материалы и методы
Для установления диапазона режимов резания, обеспечивающих заданные показатели
качества обработки конструктивно сложных поверхностей детали, на операции чистового
точения инструментом из композита 10, реализован полный факторный эксперимент. В
качестве переменных факторов выбраны: скорость резания, подачи и глубина резания.
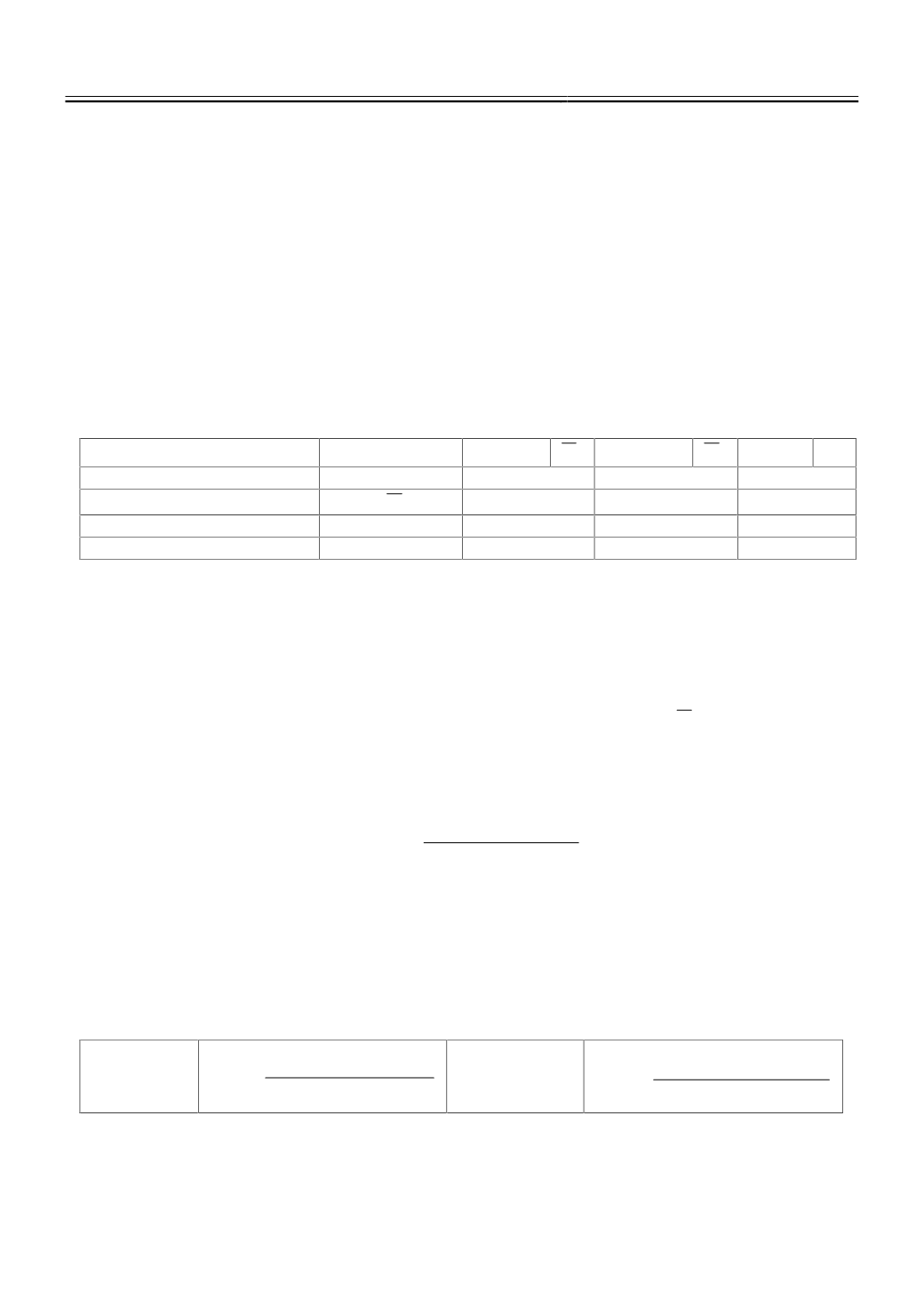
Уровни факторов и интервалы варьирования для сочетания конструкционных материалов:
сталь 45 – полиамид ПА6-211/15, образующих обрабатываемую поверхность, приведены в
табл. 1.
Таблица 1
Уровни факторов и интервалы варьирования
Уровни факторов
Обозначение V, м/с
1
Х
S, мм/об
2
Х
t, мм
3
Х
Основной
0
3,0
0,050
0,10
Интервал варьирования
Хi
1,0
0,015
0,05
Верхний
+1
4,0
0,065
0,15
Нижний
-1
2,0
0,035
0,05
Математическое планирование провели с преобразованием параметра оптимизации и
факторов.
Статистический анализ (проверка однородности дисперсий с помощью
статистического критерия Кохрена и значимости каждого коэффициента уравнения
регрессии по критерию Стьюдента) и проверка адекватности по критерию Фишера,
подтвердили адекватность модели.
Для получения уравнения в натуральных значениях факторов
Х
в уравнение (1)
введены значения исследуемых величин:
1
2
3
0, 068 0,180 0,196 0, 082
y
x
x
x
(1)
Потенцируем:
8,865 0,772 0,159
1,126
e S t
Ra
V
(2)
Аналогично получены математические зависимости, описывающие влияние режимов
резания
на
ожидаемую
шероховатость
обрабатываемых
чистовым
точением
комбинированных поверхностей, образованных сочетанием разнородных конструкционных
материалов, табл. 2.
Таблица 2
Влияние режимов резания на ожидаемую шероховатость обрабатываемой комбинированной
поверхности
сталь 45
8,865 0,772 0,159
1,126
e S t
Ra
V
полиамид
9,971 0,894 0,137
1,197
e S t
Ra
V
Графическая модель, описывающая зависимость
(V,S, t)
Ra f
представлена на
рис. 1.