
















 311 / 460
311 / 460

Актуальные проблемы в машиностроении. 2015. №2
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
311
Результаты и обсуждение
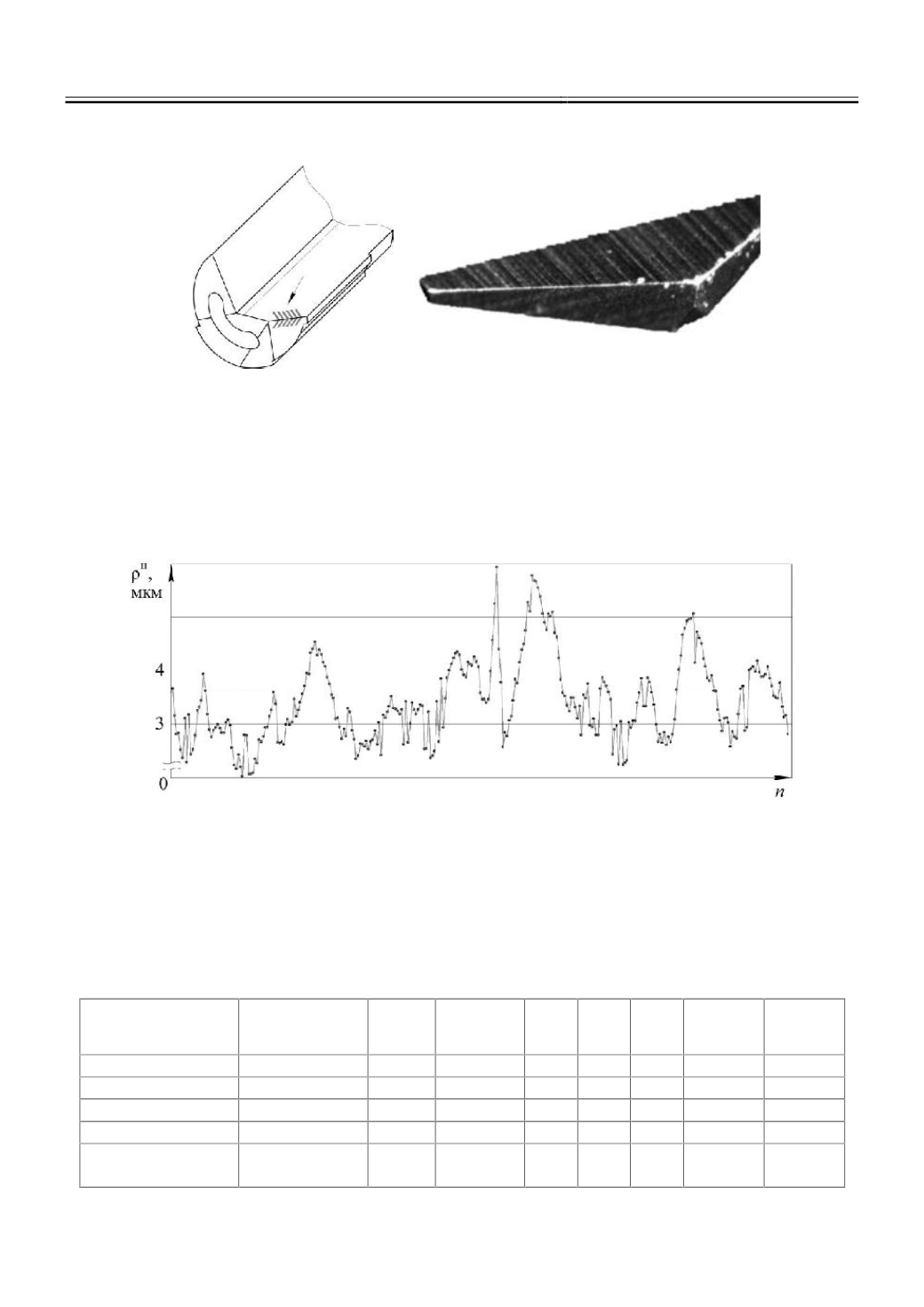
Измерения нового сверла показали, что среднее значение радиуса округления, рассчи-
танное в 350 сечениях, составляет ρ
н
=3,9 мкм, а стандартное отклонение - 0,26 мкм (рис. 4).
Измерения РСТС с покрытиями приведены в таблице, из которой следует, что
наибольшие изменения длины радиуса округления режущей кромки наблюдаются на перед-
ней поверхности сверла с покрытием TiN и составляют 82,8 мкм. Так же во всех случаях ра-
диус округления ρ изменяется существенно и может достигать 16,8 мкм.
Таблица
Значения параметров микрогеометрии наружной части главной режущей кромки РСТС
РСТС
Стойкость,
отв.
ρ
Δ
,
мкм
Κ-
фактор
R
k
,
мкм
S
α
,
мкм
S
γ
,
мкм
max
α
S
,
мкм
max
γ
S
,
мкм
Без покрытия
3847
13,9 0,82 1,0 59,7 49,4 69,5
70,7
TiN
1543
11,1 1,19 1,1 42,5 50,7 68,0
82,8
AlTiN
3697
16,3 0,82 1,4 57,1 47,2 66,4
62,5
TiCN
3723
16,8 0,73 1,1 55,7 41,3 68,6
65,7
Без износа, без
покрытия
-
3,9
1,29 0,8 4,5 5,3 8,0
11,7
а) б)
Рис. 3.
Схема режущей части ружейного сверла: а) - трёхмерная модель; б)- режущей
кромки
Рис. 4.
Распределение величин радиусов округления по сечениям на наружной части главной
режущей кромки ρ
н
ружейного сверла диаметром 2,05мм