
















 173 / 460
173 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
173
искажение профиля канавок, образовавшихся на предыдущих оборотах детали.
Скорость выглаживания
V
выг
в выбранном диапазоне оказывает малое влияние на
величину деформации. Эксперименты показали, что с увеличением скорости
V
выг
> 200
м/мин, наблюдается резкое ухудшение шероховатости. При выглаживании наблюдаются
вынужденные колебания и автоколебания. Вынужденные колебания вызываются биением
шпинделя станка, биением обрабатываемой детали, волнистостью и наличием следов
вибрации и т.д. Автоколебания обусловлены явлениями, присущими самому процессу
выглаживания. При движении инструмента по обрабатываемой поверхности объем
деформируемого металла перед ним увеличивается, что вызывает увеличение сил
выглаживания и отжим детали и инструмента. Кроме того, вследствие неравномерности
шероховатости и твёрдости обрабатываемой поверхности фактические величины внедрения
инструмента, сил выглаживания и трения являются переменными, что также является
причиной возникновения автоколебаний.
После выглаживания, выполненного в рамках интегрированной обработки,
повышаются и физико-механические свойства обрабатываемой поверхности: увеличивается
поверхностная микротвердость, происходит изменение уровня и характера распределения
остаточных
сжимающих
напряжений.
Результаты
исследований
напряженно-
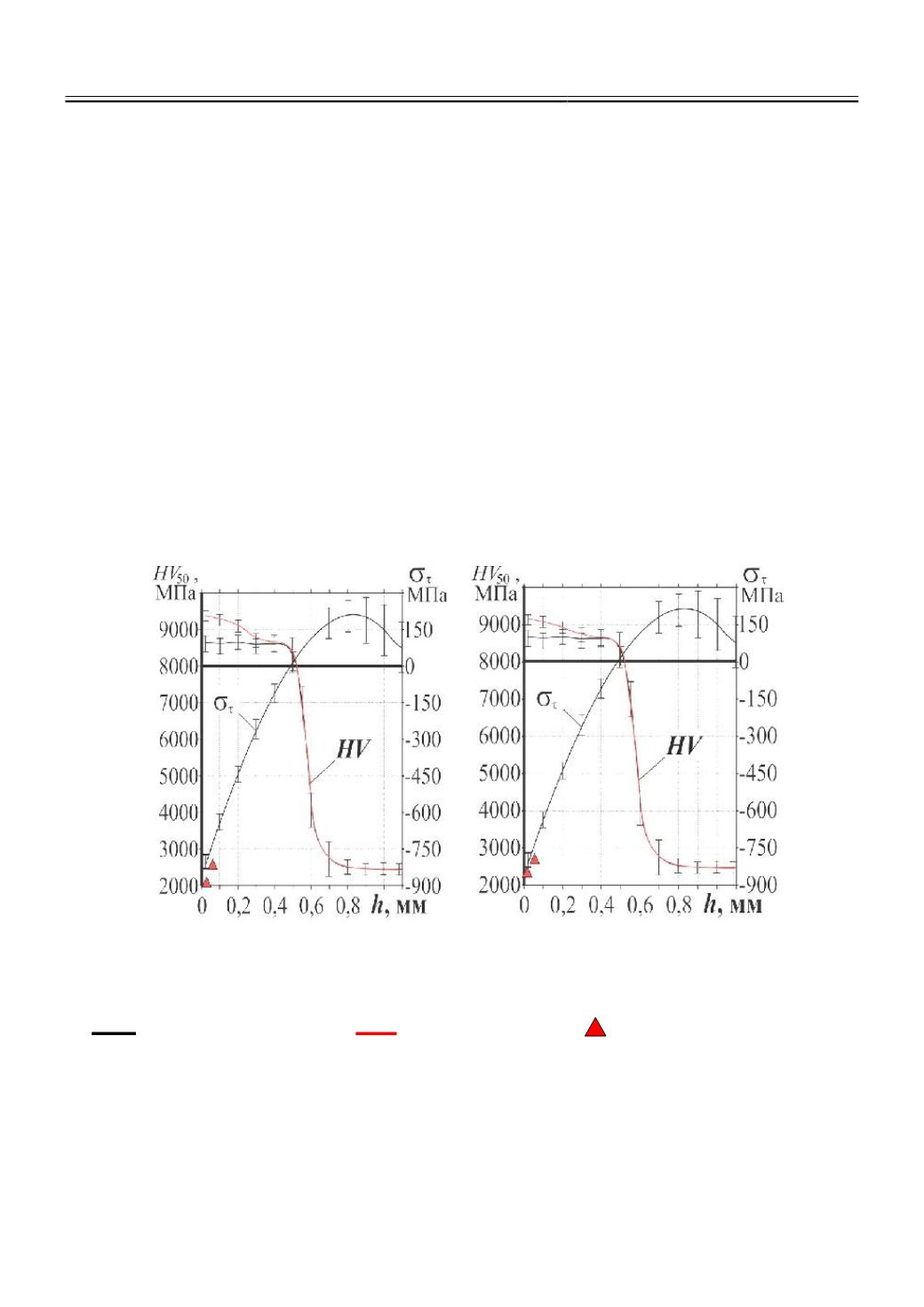
деформированного состояния изделия представлены на рис. 3.
Микротвердость выглаженной поверхности повышается с уменьшением радиуса
сферы алмаза. Так максимальное увеличение твёрдости было достигнуто при выглаживании
с силой
Рy
= 125 Н алмазом с радиусом сферы
R
= 1 мм. Повышение составило 980
20 МПа,
в результате микротвердость поверхностного слоя после закалки ВЭН ТВЧ и выглаживания
достигла значений порядка ≈ 9,5 ГПа. При этом на данном режиме обработки сформировался
максимальный уровень тангенциальных остаточных напряжений сжатия, величина которых
возросла со значения
= -820 МПа до
= - 870
30 МПа.
а) б)
Рис. 3.
Распределение микротвердости и остаточных напряжений в поверхностном слое
после закалки ВЭН ТВЧ и выглаживания:
а) – режим выглаживания:
R
= 1мм, при
Рy
= 125 Н; б) - режим выглаживания:
R
= 1мм, при
Рy
= 100 Н;
- после закалки ВЭН ТВЧ;
- после выглаживания;
- остаточные напряжения
(после выглаживания), полученные рентгеновский методом определения.