















 110 / 146
110 / 146

Actual Problems in Machine Building. Vol. 4. N 4. 2017
Materials Science
in Machine Building
____________________________________________________________________
110
Фактическое значение временного сопротивления для данной группы образцов,
оцинкованных способом ТДЦ сопоставимо с данными временного сопротивления для
образцов с электролитическим цинковым покрытием. Данный факт свидетельствует об
исключении влияния температур реализации процессов ТДЦ порядка 420°С на прочностные
характеристики изделий. Следует отметить, что с повышением температуры диффузионного
цинкования свыше 420°С вероятность разупрочнения термически обработанного крепежа
возрастает [5].
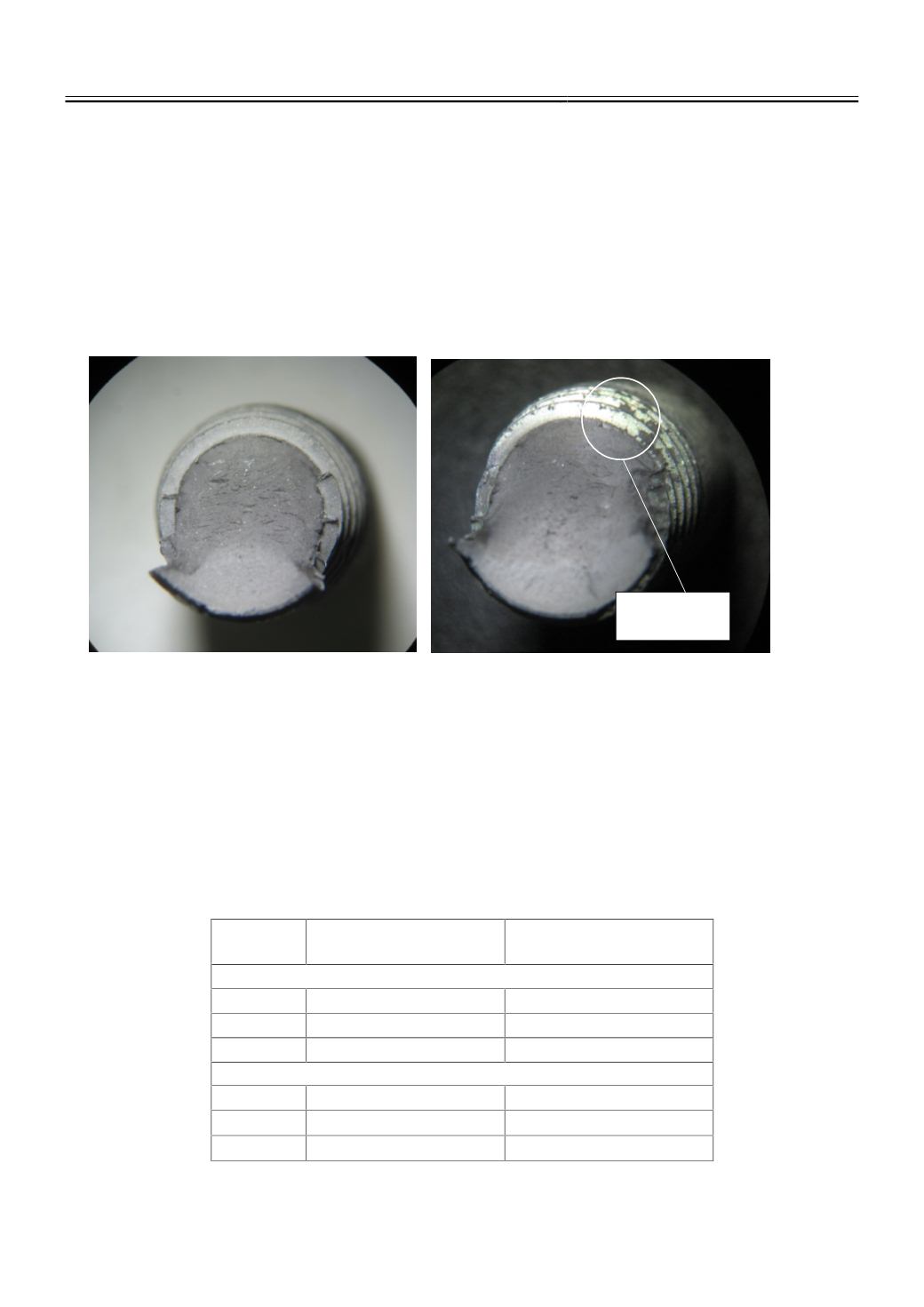
По результатам фрактографического анализа для всех типов образцов характерен
вязкий излом. Отличительной особенностью разрушения образцов, оцинкованных
электролитическим способом, является отслоение гальванического покрытия на удлиненном
после испытания участке (Рисунок 4 а, б).
а б
Рис. 4.
Фрактография изломов крепежных элементов
с диффузионным (а) и электролитическим (б) типом цинкового покрытия
после испытания на растяжение, Х10
На образцах, обработанных способом ТДЦ, следов отслоения слоя цинка не
обнаружено, что связано с повышенной адгезионной прочностью такого типа защитного
покрытия за счет диффузионного взаимодействия атомов цинка и стальной основы.
Результаты испытаний на механическую усталость для каждого исследуемого образца
приведены в таблице 3.
Таблица 3
Результаты испытаний образцов на механическую усталость
№
образца
Предельное напряжение
при изгибе
к
, МПа
Долговечность образца
N
, цикл
Образцы с диффузионным слоем
1
350
332350
2
300
253523
3
350
353364
Образцы без защитного покрытия
4
400
484016
5
400
436715
6
400
458241
Зона отслоения