















 33 / 126
33 / 126

Актуальные проблемы в машиностроении
. Том 4. № 3. 2017
Инновационные технологии
в машиностроении
____________________________________________________________________
33
чувствительный, обеспечивает обнаружение процессов пластической деформации,
собственно разрушения и фазовых переходов [3, 4]. Но для этого необходимо иметь такую
систему, которая могла бы не только принимать и анализировать виброакустический сигнал,
но и также изменять технологические параметры технологического процесса в режиме
реального времени.
Теория
В соответствии с актуальностью поставленной задачи, была разработана структурная
схема адаптивного управления технологическими параметрами на станках с ЧПУ с
использованием сигнала АЭ (рисунок 1).
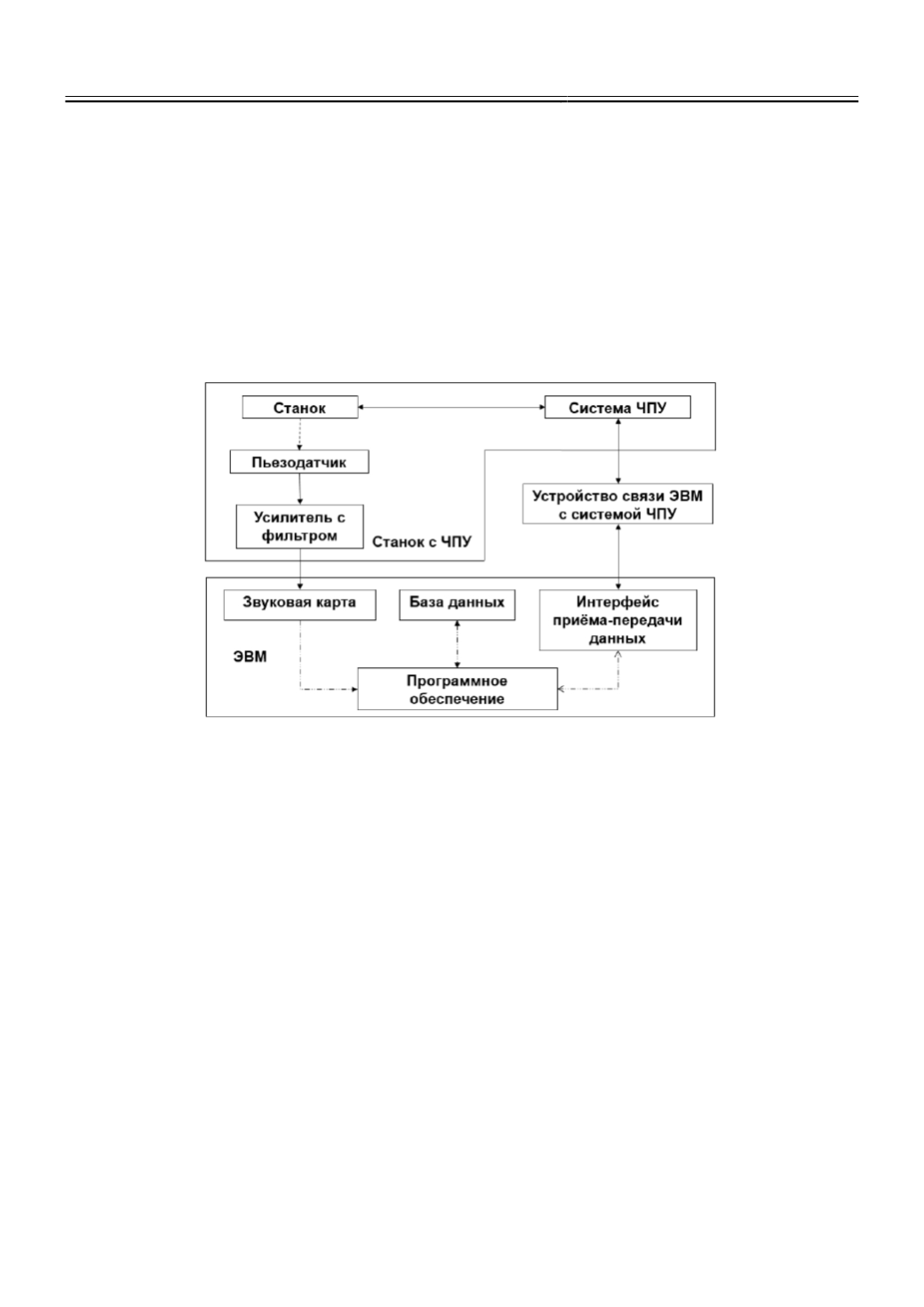
Рис. 1.
Структурная схема адаптивного управления технологическими параметрами на
станках с ЧПУ с использованием сигнала АЭ
Механические волны, возникающие в процессе механической обработки деталей,
преобразуются пьезодатчиком в электрический сигнал, затем этот сигнал проходит через
усилитель с фильтром и передаётся в звуковую карту электронно-вычислительной машины
(ЭВМ). Далее в ЭВМ происходит обработка полученного ВА сигнала в специализированном
программном обеспечении (ПО), анализ этих данных, а также передача полученных
результатов в базу данных (БД). На основе ранее полученных результатов анализа,
хранящихся в БД, и текущего получаемого ВА сигнала, ПО принимает решение на
изменение технологических параметров для достижения заданного качества обработки
детали. Сформированные управляющие команды изменения конкретных технологических
параметров отправляется через интерфейс передачи данных в систему ЧПУ станка и
происходит изменение параметров режима резания заданного технологического процесса.
Для реализации данной системы необходимо разработать ПО с применением
самообучающихся алгоритмов для принятия решений на изменения технологических
параметров. Структурная схема алгоритма ПО с применением самообучающихся алгоритмов
представлена на рисунке 2.