















 20 / 126
20 / 126

Actual Problems in Machine Building. Vol. 4. N 3. 2017
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
20
токарном станке. Упрочнение осуществлялось при следующих режимах: статическая
нагрузка: Рст=100 Н, частота колебаний инструмента: f=22 кГц, окружная скорость детали:
V= 304 м/мин, подача инструмента S= 0,065 мм/об, радиус деформатора R=3 мм.
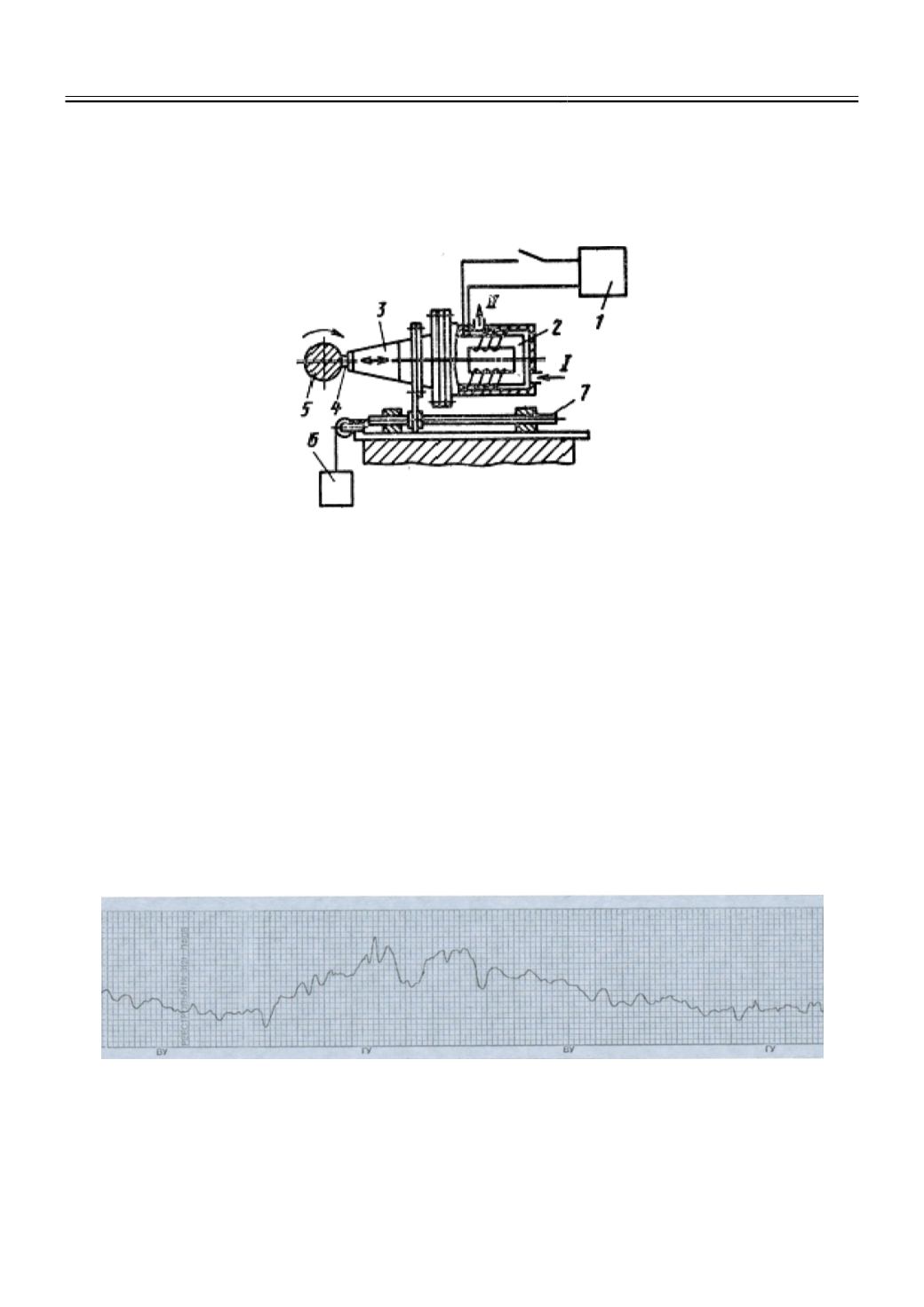
Схема, по которой осуществлялась УЗО наружных цилиндрических поверхностей,
представлена на рис. 2.
Рис. 2.
Схема ультразвуковой обработки наружных цилиндрических поверхностей:
I-подача воды, II- отвод воды,1-ультразвуковой генератор, 2-магнитострикционный
преобразователь, 3-концентратор, 4-рабочая часть ультразвукового инструмента, 5-
обрабатываемая деталь, 6- груз, 7- направляющие.
Оценка стойкости поверхности на схватывание осуществлялась на токарном станке по
схеме цилиндрический образец-колодка с нагружающей системой в виде тарированных
грузов. Профиль поверхности исследуемых образцов был определен на приборе
профилограф- профилометр мод.252.
Результаты и обсуждения
Приготовленные
покрытия
со
связующим
веществом,
на
основе
фенолформальдегидных смол с графитом или дисульфид молибденом были предварительно
нанесены на исходную поверхность. Профилограмма поверхности с графитовой пленкой,
представлена на рис. 3.
Рис. 3.
Профилограмма поверхности с графитовой пленкой.
Вертикальное увеличение 10000, горизонтальное увеличение 200.
Внешний вид образца после УЗО с графитовой пленкой представлен на рис. 4 , а
профиль поверхности на рис. 5.