













 390 / 530
390 / 530

Actual Problems in Machine Building. 2016. N 3
Materials Science
in Machine Building
____________________________________________________________________
390
составляет до 1 мм. После прохождения луча нагретый участок оказывается в окружении
холодного металла, что приводит к быстрому охлаждению и закалке [3-7].
В Институте лазерной физики СО РАН в последние годы разработаны основы нового
высокопроизводительного лазерно-плазменного (ЛП) метода упрочнения поверхности
сталей и сплавов, который существенно превосходит традиционные методы лазерной
закалки непрерывным и импульсно-периодическим лазерным излучением [8]. Лазерно-
плазменный метод основан на применении плазмы оптического пульсирующего разряда
(ОПР). Разряд зажигается повторяющимися с высокой частотой следования (десятки кГц)
импульсами СО
2
-лазера, сфокусированными на обрабатываемой поверхности, в потоке
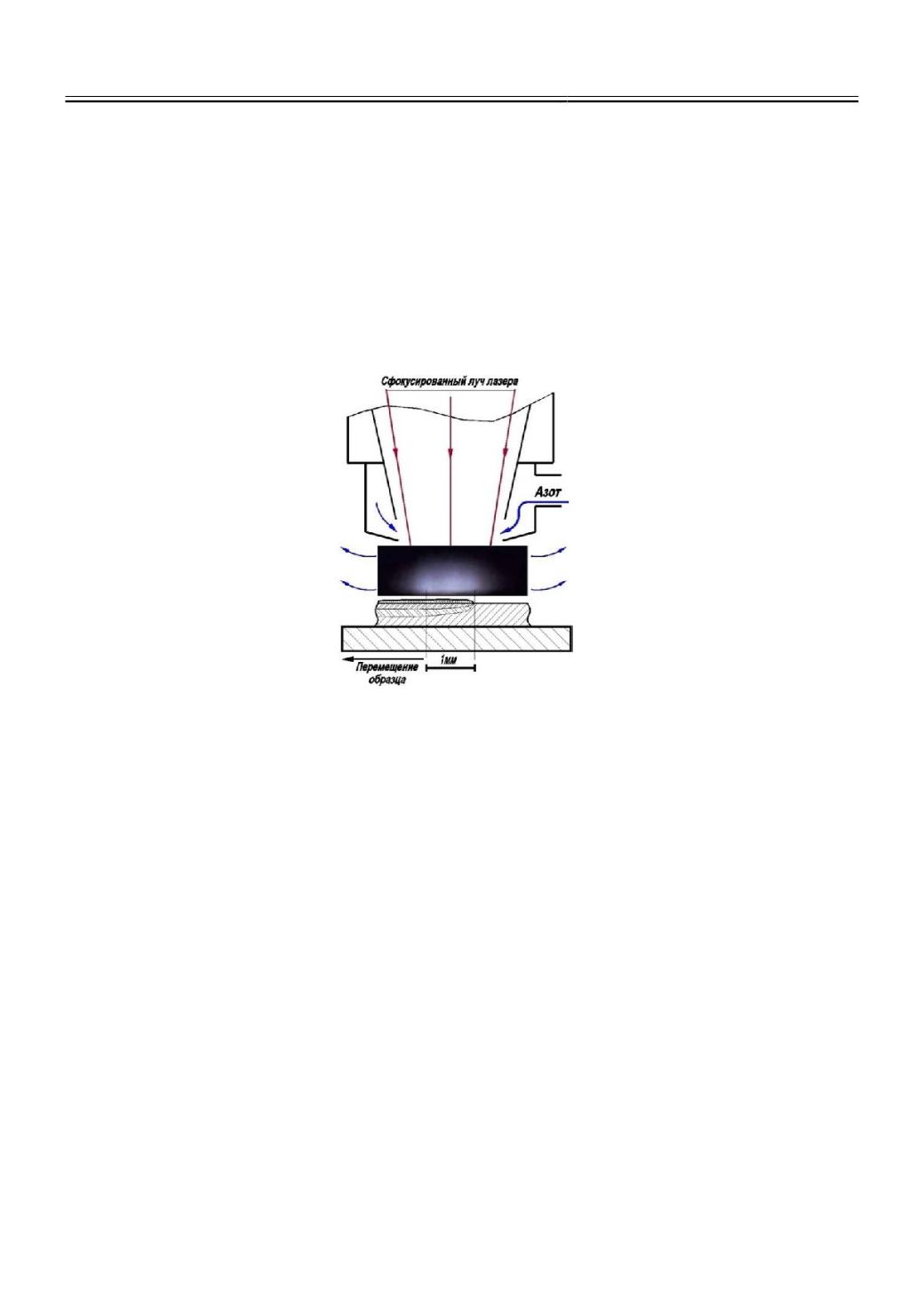
легирующего газа. Поток плазмообразующего газа (азота, углекислоты, воздуха) создается в
обрабатывающей головке соосно лазерному излучению (рис. 1).
Методика экспериментального исследования
Впервые термохимическое действие плазмы пробоя было продемонстрировано в
цикле работ [9] с неодимовыми лазерами, генерирующими импульсы излучения
миллисекундной длительности [10]. Так же подобная технология с применением различных
типов лазеров (XeCl, KrF, Nd:YAG) с низкой частотой следования импульсов (≤100 Гц)
описана в [11, 12]. Применение импульсно-периодического СО
2
-лазера, оказывается
предпочтительнее вследствие низкого порога пробоя газа и возможности обеспечить
высокую производительность процесса обработки, за счет высокой частоты повторения
импульсов (до 120 кГц).
Изготовление и ремонт деталей машин с применением лазерно-плазменного
упрочнения, также как и лазерной закалки, предусматривает применение этого
высокоэнергетического воздействия на поверхность стальных изделий на разных этапах
технологического процесса: при обработке поверхности нормализованной или отожженной
стали непосредственно после механической обработки [4,5], а также после объёмной
термической обработки с различными видами отпуска на разную твёрдость, которая
определяется назначением обрабатываемых изделий [6,7].
Превращения, происходящие в металлической основе литейных чугунов, по
закономерностям фазовых превращений в процессе лазерно-плазменного воздействия имеют
Рис. 1.
Схема обработки материалов на лазерно-плазменной технологической
установке с наложением фотографии приповерхностной лазерной плазмы