













 395 / 530
395 / 530

Актуальные проблемы в машиностроении. 2016. №3
Материаловедение
в машиностроении
____________________________________________________________________
395
Выводы
Лазерно-плазменная обработка может применяться с высокой эффективностью для
упрочнения конструкционных сталей. Она позволяет производить упрочнение поверхности
конструкционной стали до высокой (9,0- 11,0 ГПа) твёрдости, на глубину около 0,2 мм. При
этом эффект упрочнения получен на сталях с различной, характерной для разных этапов
технологического процесса, структурой. Следовательно, применение лазерно-плазменной
обработки для упрочнения поверхности возможно на различных этапах технологического
процесса изготовления или ремонта деталей машин.
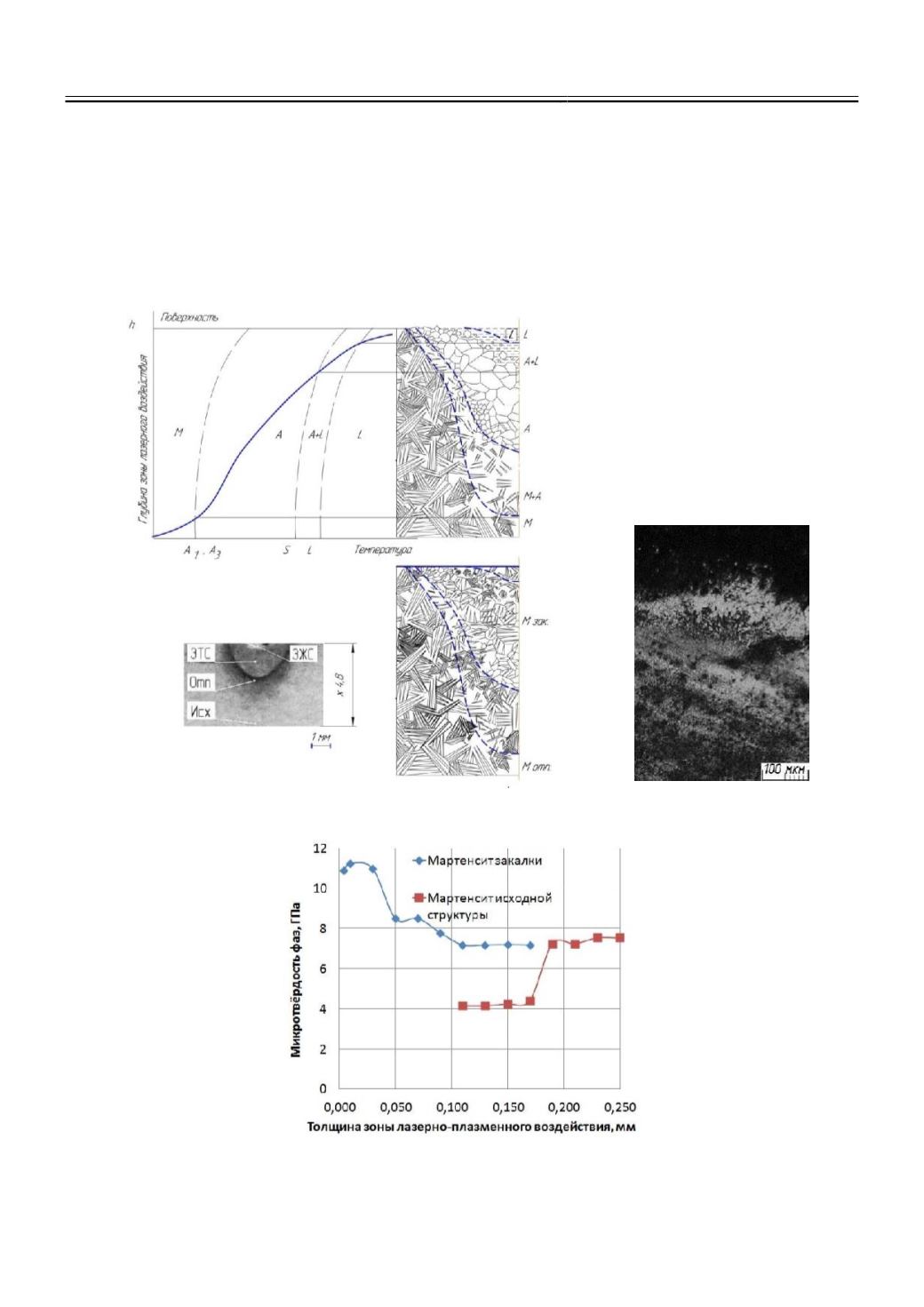
L – жидкая фаза;
A – аустенит;
М - мартенсит;
Мзак - мартенсит закалки
Мотп – мартенсит отпуска;
ЗЖС – зона закалки из
жидкого состояния;
ЗТС– зона закалки из твёрдого
состояния;
Отп – зона отпуска;
Исх - исходная структура
Рис. 6.
Схема фазовых превращений в стали со структурой мартенсит при лазерно-
плазменном воздействии
Рис. 7.
Микротвёрдость структурных составляющих по глубине зоны лазерно-плазменного
воздействия ЗЛВ в стали с исходной структурой - мартенсит