













 342 / 530
342 / 530

Actual Problems in Machine Building. 2016. N 3
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
342
цом предыдущего i-го участка. Начало отсчета выбирается либо в конце, либо в начале рабо-
чего участка режущей кромки каждой из пластин.
Результаты и обсуждения
Формируемый таким образом профиль режущей кромки имеет вид, представленный
на рис. 2.
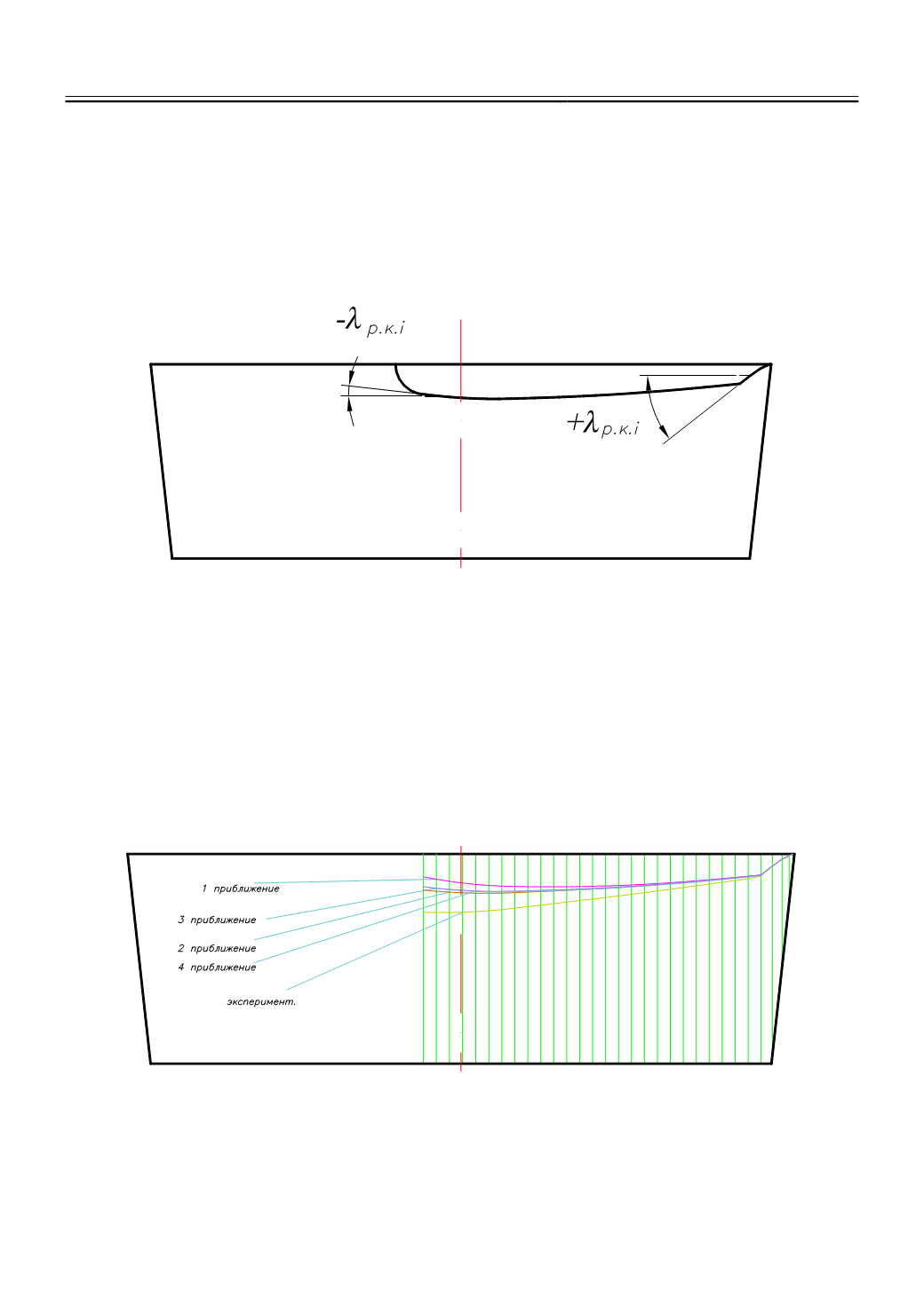
Рис. 2.
Профиль режущей кромки периферийной пластины, компенсирующий
составляющую силы резания P
y
Сложность расчета такого профиля рабочего участка режущей кромки заключается в
том, что в результате режущая кромка в каждой точке меняет расстояние
с
от диаметральной
плоскости и, согласно [2], меняются геометрические параметры (α, γ, λ). В связи с этим после
получения профиля, необходимо пересчитывать геометрические параметры, после чего пе-
ресчитывать составляющие силы резания и, соответственно, пересчитывать углы наклона
λ
р.к.i
в каждой точке профиля. Пересчет профиля продолжается до тех пор (рис.3), пока полу-
ченный профиль в каждой точке режущей кромки не будет отличаться от предыдущего на
допустимую величину Δ, удовлетворяющую точности, предъявляемой к пластине. Блок-
схема программы для расчета профиля режущей кромки представлена на рис. 4.
Рис. 3.
Последовательный пересчет профиля режущей кромки периферийной пластины
конструкции сверла производства Томского инструментального завода (n=360 об/мин, V
S
=32
мм/мин)
В связи с тем, что λ
пi
согласно формуле 2 не может быть больше 45°, при P
y
>0,5P
z
ра-
диальную составляющую P
y
компенсировать за счет P
z
не удается. При этом на рассматрива-