













 321 / 530
321 / 530

Актуальные проблемы в машиностроении. 2016. №3
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
321
Выводы
1. Применение режущих пластин из твёрдого сплава ВК8 с толщиной менее 5 мм при
черновой обработке титанового сплава ВТ3-1 приводит к появлению у главной режущей
кромки сжимающих напряжений, превышающих предел прочности твёрдого сплава на сжа-
тие, что вызывает выкрашивание главной режущей кромки.
2. Применение режущих пластин из твёрдого сплава ВК8 с толщиной менее 5 мм при-
водит к появлению на передней поверхности на расстоянии четырёх длин контакта стружки
с передней поверхностью растягивающих напряжений, приближающихся к пределу прочно-
сти твёрдого сплава на растяжение.
3. Применение режущих пластин из твёрдого сплава ВК8 с толщиной менее 5 мм при-
водит к появлению на нижней (опорной) поверхности режущих пластин растягивающих
напряжений, приближающихся к пределу прочности твёрдого сплава на растяжение.
4. Наличие зон с большими растягивающими напряжениями на нижней опорной и пе-
редней поверхностях режущей пластины увеличивает вероятность развития трещины и скола
большого объёма инструментального материала.
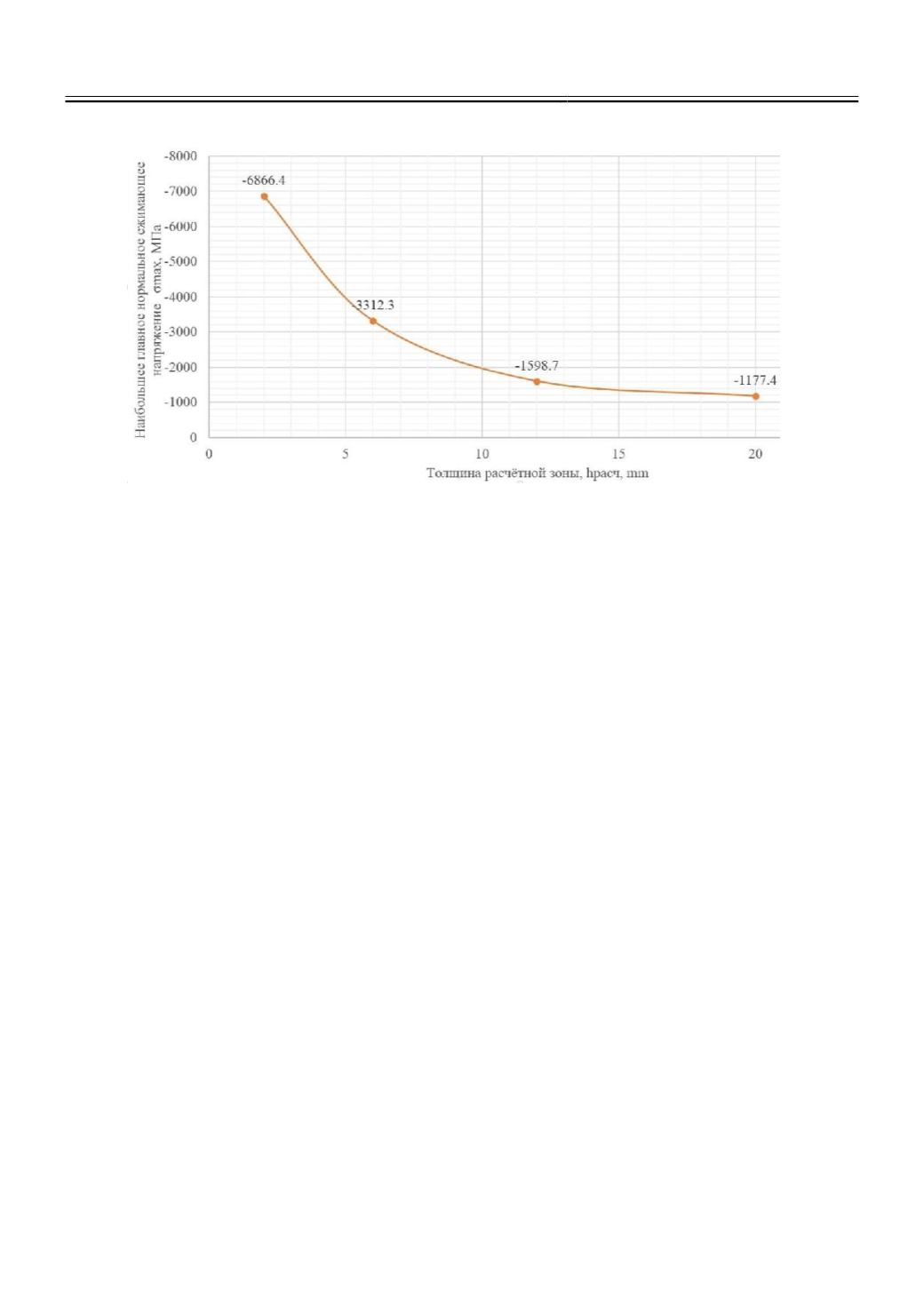
5. Толщина режущей пластины существенно влияет на величину наибольшего сжимаю-
щего напряжения у главной режущей кромки при толщине режущей пластины менее 7 мм.
Список литературы
1.
Kozlov V.N., Li X
. Influence of сhip formation сharacteristics on flank contact load
distribution in titanium alloy cutting // Applied Mechanics and Materials. – 2015. – Vol. 756:
Mechanical Engineering, Automation and Control Systems (MEACS2014). – P. 126–131.
Рис. 4.
Влияние толщины режущей пластины h
расч
(мм) на величину наибольшего
сжимающего нормального напряжения в режущем клине σ
3 max
(МПа)