
















 435 / 460
435 / 460

Актуальные проблемы в машиностроении. 2015. №2
Материаловедение
в машиностроении
____________________________________________________________________
435
Если характер течения металлов на границах «сталь Ст3 + сталь 12Х18Н10Т» и «сталь
Ст3 + алюминий А5М» можно определить как ламинарный и турбулентный, соответственно,
то для композиции «сталь Ст3 + медь М1» его скорее можно отнести к вихревому типу (рис.
1
в
). В обычных условиях данные металлы в твердом состоянии обладают ограниченной
растворимостью, плохой взаимной смачиваемостью. Это наряду с существенно
различающимися температурами кристаллизации стали и меди затрудняет их соединение
при использовании традиционных технологий сварки. В условиях сварки взрывом процессы
взаимного перемешивания металлов в вихревых зонах обеспечивают создание прочного
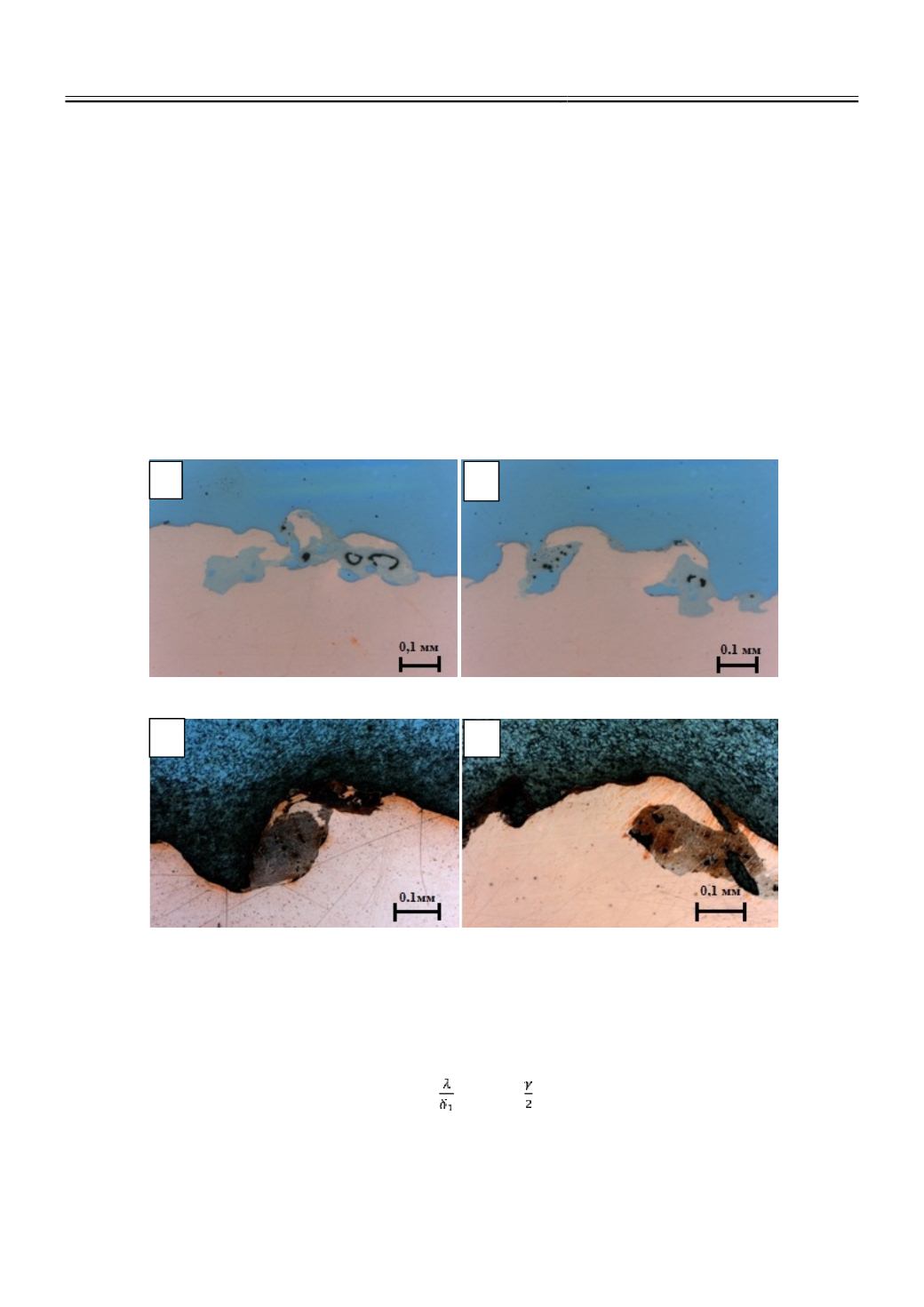
соединения. Специфичность окраски меди позволяет обнаружить области перемешивания
составляющих на металлографических шлифах даже без специального травления (рис. 5).
Химическое травление шлифов позволило выявить структуру зоны сварки
исследуемого биметалла. Так на рис. 6 видны зоны перемешивания металлов в условиях их
пластического течения, участки, образованные из расплава в местах максимальной
локализации пластической деформации и тепловыделения, а также отделившиеся осколки
составляющих биметалла – меди (рис. 6
а
) и стали (рис. 6
б
).
Рис. 5
. Вихревые зоны на границе раздела металлов в соединении «сталь Ст3 + медь М1»
Рис. 6
. Структура зоны сварки соединения «сталь Ст3 + медь М1»
Экспериментально установив факт, что для всех исследуемых композиций
соединения сваркой взрывом имеют волновой характер, представляется возможным
определить геометрические характеристики волн, в частности, их длину и амплитуду.
Зависимость данных характеристик от параметров соударения при взрыве подробно
исследована А.А. Дерибасом [2]:
= 16sin
2
,
где
- длина волны, возникающая на поверхности соударения;
1
– толщина плакирующей (метаемой) пластины;
- угол соударения пластин.
а
б
а
б