













 261 / 457
261 / 457

Материаловедение, динамика и прочность машин и механизмов
261
не растворившиеся частицы графита. Обычно чугун после расплавления «замутнен», т.е. содержит во
взвешенном состоянии мельчайшие частицы различных примесей и включений, в том числе и мель-
чайшие частицы графита. На них и начинается процесс кристаллизации графита, они являются стен-
кой, на которой оседают атомы углерода, образуя кристалл графита. Поскольку на предприятиях
температурные режимы процесса, как правило, подбирались экспериментально, возможно частицы
графитовых включений не полностью растворились в оплавленной зоне и явились центрами графити-
зации.
Как отмечается в [3], на процесс графитизации существенное влияние оказывает химический
состав чугуна. Элементы: никель, кремний, медь, алюминий и др., образующие с железом твердые
растворы, увеличивают в его решетке число вакансий и смещений, облегчают диффузию, уменьшают
энергию активации и ослабляют связи между атомами углерода и железа, что в итоге способствует
процессу графитизации. Элементы-карбидообразователи (хром, марганец и др.) увеличивают связи
атомов углерода и железа и замедляют перемещение атомов железа в его решетке. Эти элементы
препятствуют процессу графитизаци. Так же процессу графитизации препятствуют сера и кислород,
устраняя действия ее.
В процессе эксплуатации распределительного вала в зоне контакта возникают максимальные
контактные напряжения, величина которых достигает 850…1200 МПа. Отметим, что эта зона пред-
ставляет собой узкую и короткую полоску, подверженную кратковременному динамическому нагре-
ву носиков кулачков до 400…700°С, при напряжении сдвига порядка 300 МПа. Причиной образова-
ния дефектов, по нашему мнению, также могло явиться наличие значительных остаточных фазовых
напряжений, которое вызвано высокой скоростью охлаждения. Скорость охлаждения должна быть
достаточной для создания градиента температур между графитными включениями в чугуне. Так как
процесс охлаждения идет не при контролируемой температуре, то он в большей мере зависит от ус-
ловий окружающей среды. По данным [2, 7], скорость охлаждения на спокойном воздухе может ко-
лебаться от 1 до 5 °С в секунду, что в свою очередь приводит к большой доле брака, поскольку отри-
цательно сказывается на механических свойствах материала.
Для изучения микроструктуры материала в контактных зонах распределительных валов с ха-
рактерными повреждениями были подготовлены микрошлифы. Травление микрошлифов производи-
лось раствором азотной кислоты в амиловом спирте (4:100) методом погружения шлифа в реактив
продолжительностью 1…5 мин. Исследование микроструктуры проводились на оптическом микро-
скопе МИМ 7 с цифровой насадкой при 200 - кратном увеличении.
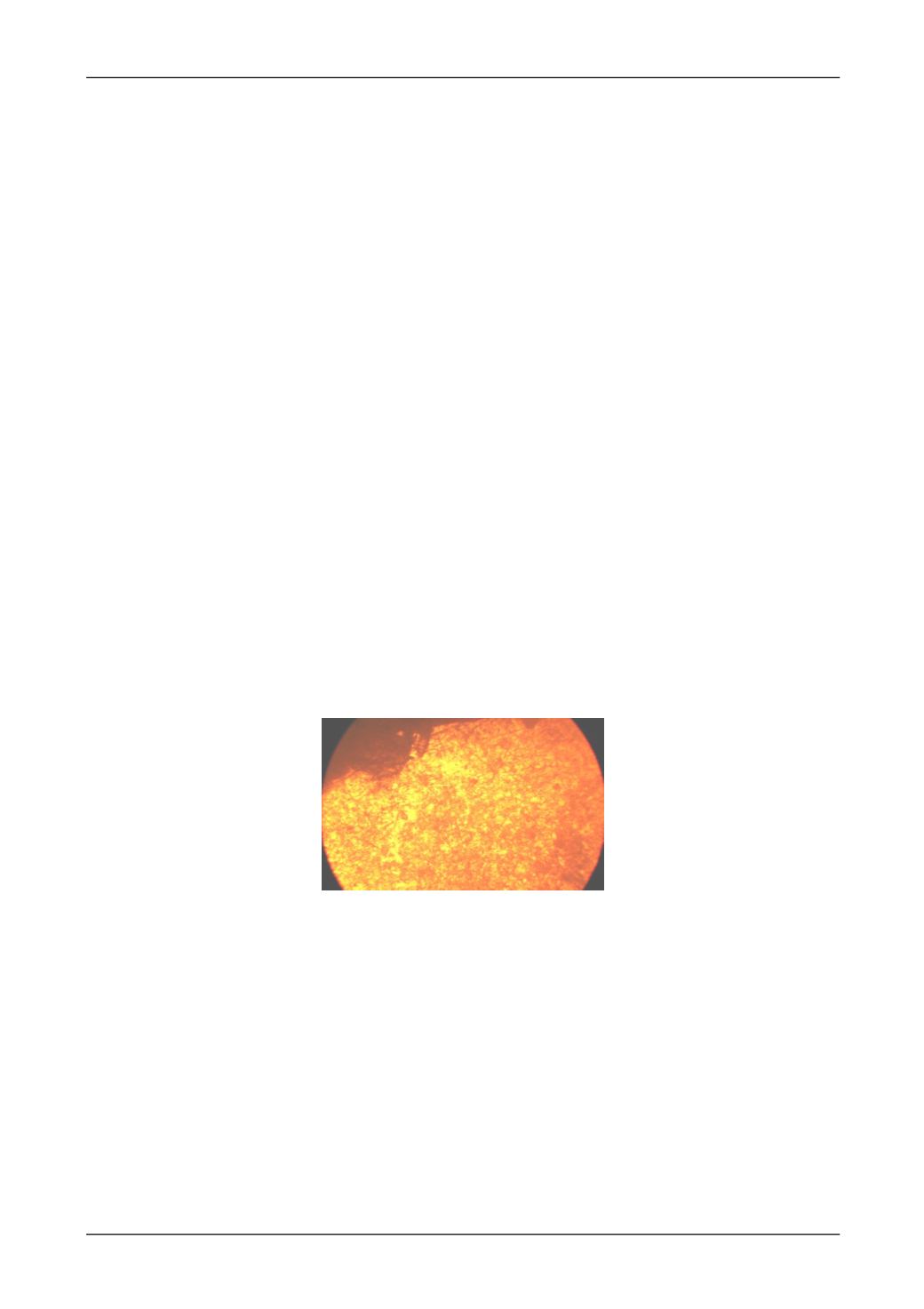
Рис. 2. Микрошлиф оплавленного (отбеленного) слоя зоны отшелушивания:
с графитовыми включениями (светлое поле – отбеленный слой,
темное поле – графитовые включения)
В результате было установлено, что микроструктура рабочей поверхности кулачков распре-
делительного вала, подверженная оплавлению, представляет собой структуру ледебурита и цементи-
та. Кроме того, в ряде мест отбеленного слоя наблюдались различные по величине и форме графито-
вые включения. Микроструктура поверхности кулачка распределительного вала показана на фото-
графии (см. рисунок 2)
Включения в виде пластинок графита могут вызвать выкрашивание металлической основы
чугуна и ее разрушение при трении, что и наблюдается на операциях финишной обработки (шлифо-
вании).
В результате для устранения такого рода дефектов предлагается:
- оптимизировать температуру предварительного разогрева на основе анализа химического
состава,