













 186 / 457
186 / 457

Механики XXI веку. №15 2016 г.
186
3, в). Таким образом, процесс увеличения глубины проникновения тока будет происходить до тех
пор, пока вся подводимая энергия не будет поглощена в горячем неферромагнитном слое (рис. 3, г).
При этом, по мере расширения зоны, в которой материал теряет свои магнитные свойства, будет на-
блюдаться и постепенное уменьшение максимального уровня удельной мощности.
Представленная расчетная схема перераспределения выделяемой энергии по глубине мате-
риала согласуется с физикой самого процесса обработки токами высокой частоты и была применена в
процессе формирования параметров конечно-элементной модели. Проверка адекватности параметров
источника в математической модели проверялась опосредованно посредством предварительно прове-
денных структурных исследований и определения микротвердости упрочненного слоя [25, 30, 32].
Функциональные зависимости теплофизических и физико-механических характеристик при-
нимались согласно данным, представленным в работах [25].
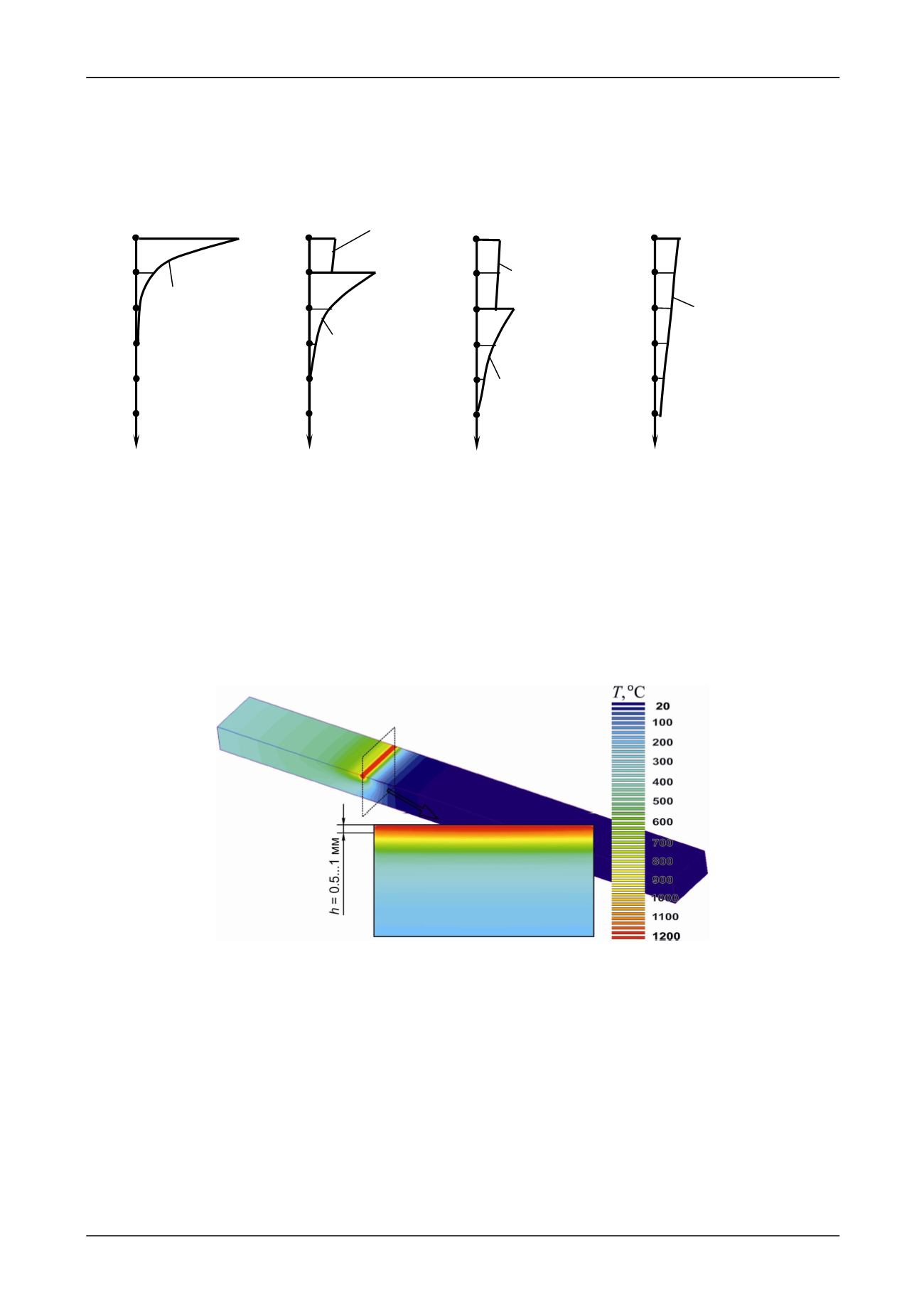
Рис. 4. Распределение тепловых полей в процессе оплавления ВЭН ТВЧ:
q
ист
= 3,4·10
8
Вт/м
2
,
V
ист
= 100 мм/с
Результаты и обсуждение. В результате проведенного численного моделирования были полу-
чены распределения тепловых полей в процессе поверхностного оплавления плазменного покрытия.
Как видно из рисунка 4 температура на поверхности детали, на глубине равной толщине покрытия (
h
= 0.5
1 мм) достигает значений порядка 1200
o
С (температуры плавления порошка марки ПГ-С27).
При этом, как показывают результаты оптической и растровой микроскопии, оплавление ВЭН ТВЧ
способствует тому, что в структуре покрытия практически ликвидируются поры и нерасплавленные
частицы порошка, отсутствуют участки с несплошностью на переходной границе (рис. 5 а). Исследо-
вание динамики процесса позволило определить скорости нагрева (охлаждения), которые достигают
следующих значений:
H
V
= 5200
o
C/с,
O
V
= -2800
o
C/с. С учетом структурно-фазовых превращений
i
0
i
1
i
2
i
3
i
4
i
δ
Z
Z
Z
q(Z)= q
0
e
-Z/
q(Z)= q
k
e
-Z/
q(Z)= q
k
e
-Z/
q(Z)= q
1
e
-Z/
q(Z)= q
k
e
-Z/
q(Z)= q
2
e
-Z/
a)
б)
в)
Рис. 3.
Распределение удельной мощности по глубине материала на разных стадиях нагрева ТВЧ:
а) – Т
i0
< T
k
; б) – Т
i0
T
k
, Т
i1
< T
k
; в) – Т
i0
> T
k
, Т
i1
T
k
, Т
i2
< T
k
; г) – Т
i0
, Т
i1
, Т
i2
… Т
iδ
T
k
Z
г)
i
0
i
1
i
2
i
3
i
4
i
δ
i
0
i
1
i
2
i
3
i
4
i
δ
i
0
i
1
i
2
i
3
i
4
i
δ