













 351 / 530
351 / 530

Актуальные проблемы в машиностроении. 2016. №3
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
351
увеличить надежность работы оборудования, вследствие защиты его узлов и меха-
низмов от поломок и преждевременной потери точности;
повысить точность обработки за счет исключения работы предельно изношенным
инструментом.
Система модульного инструментального обеспечения открывает большие возможно-
сти для внедрения систем автоматического контроля состояния режущего инструмента, при-
чем встраивание измерительных устройств в базовую деталь узла соединения модулей поз-
воляет получать оперативную информацию для диагностирования режущих элементов, ко-
торая поступает из непосредственной близости к зоне резания.
Результаты и обсуждение
Технологическая гибкость инструментальной оснастки, обеспечивая возможность
частой и быстрой переналадки оборудования на обработку партий различных деталей, ярко
проявляется при замене инструмента, когда требуется определенное время не только на
установку нового инструмента, но и на его «привязку» для формирования разнообразных
наладок, чтобы достичь наибольшей производительности.
Немаловажное значение для повышения эффективности производства приобретает
дальнейшее совершенствование существующих конструкций режущего инструмента, имею-
щихся на машиностроительных предприятиях.
Одним из способов решения этих задач является использование модульных и мно-
гофункциональных конструкций инструмента и систем на их основе. Важным в разработке
модульного инструмента является выбор конструкции соединительного элемента. При этом
должны обеспечиваться достаточные жесткость, точность и повторяемость размеров ин-
струмента. По данным фирмы Sandvik Coromant (Швеция) немногим более 35% времени ра-
боты оборудования можно использовать непосредственно для резания, применяя традицион-
ную инструментальную оснастку.
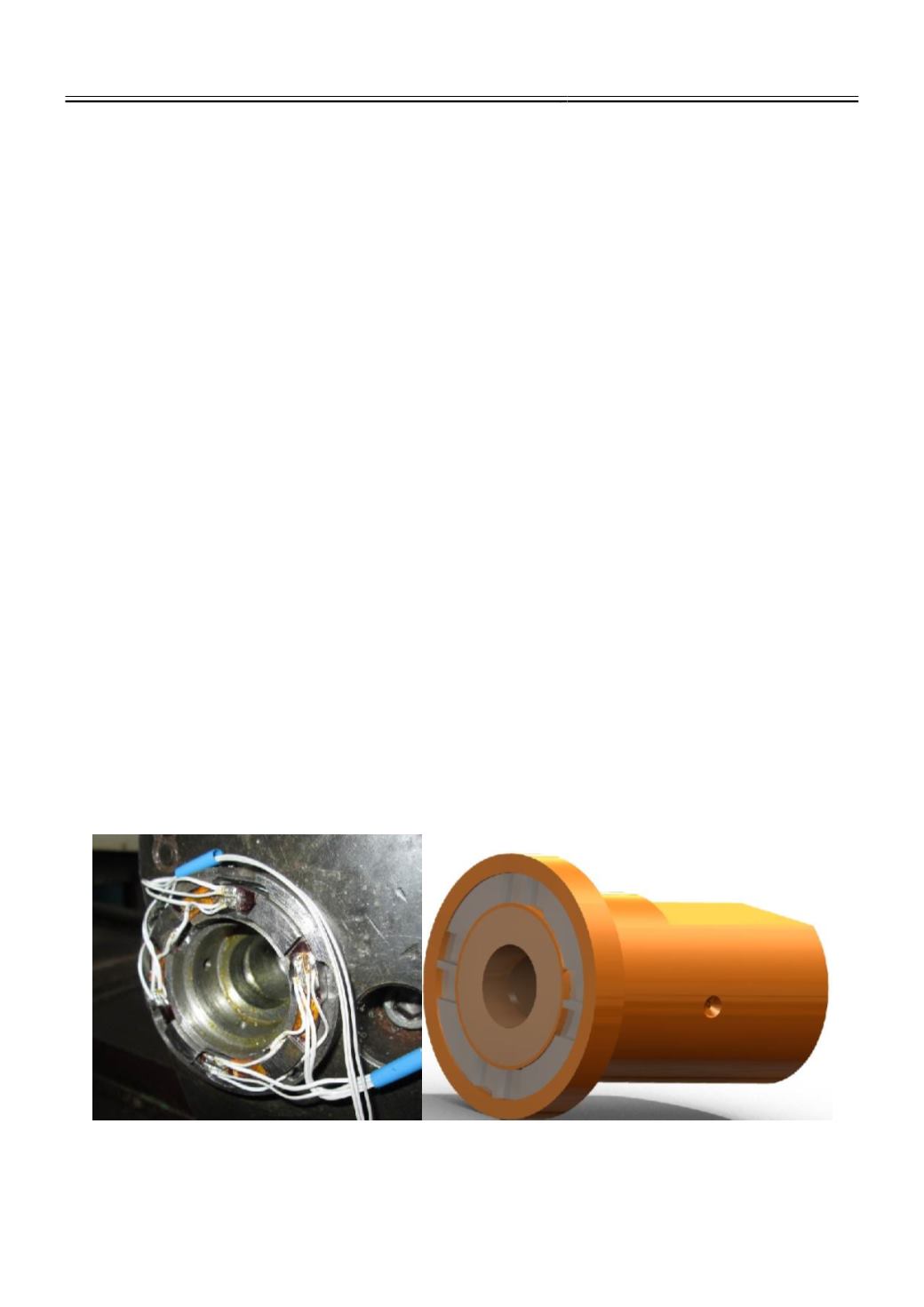
Предлагаемое расположение (рис. 1) измерительных преобразователей с позиций
обеспечения основных требований для выбора места встройки датчиков в технологическую
систему, сформулированных в работе [2], является оптимальным, поскольку:
Рис. 1.
Расположение чувствительных элементов в плоскости разъема узла крепления ин-
струментальных модулей